

福州恒力蓄电池代理
福州恒力蓄电池代理
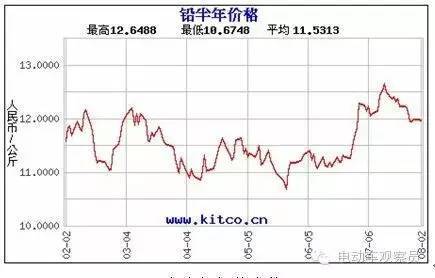
恒力蓄电池原材料成本增加。
近几年随着整个行业的产能提高,对原材料的需求从以往的供大于求也进入到供不应求,因此原材料铅也逐年成本提高,而且二三线企业目前的市场需求量难以支撑其实现更大的产业规模,背后的成本又不得不在价格战背景下自己想办法消化。仅今年上半年刚刚结束进入到7月,几乎每天都是一个行情。
恒力蓄电池价走势图
第五、环保整治力度的加强。
这是一个常态因素,近年来,国家越来越重视对铅酸电池行业的环保整治力度,对电池企业严令要求需要配备环保安防设备,这样的设备往往造价不菲,后期维护成本也较高,因此小企业很难维持发展而不得不退出。


蓄电池电解液配方
铅酸蓄电池的电解液是稀硫酸溶液,用水加浓硫酸配制而成。电解液的质量优劣对蓄电池的使用寿命、容量等等影响很大,因此必须
掌握正确的配制方法。 铅酸蓄电池的电解液,必须用蓄电池的专用硫酸,要澄清透明、无色、无嗅;铁、砷、锰、氯、氮化物等含量
不能超标(部标HGB1008- 59)。配制电解液的水采用纯水、蒸溜水或饮用纯净水(不能用矿泉水、井水)。
配制铅酸蓄电池的电解液时,注意其浓度和黏度。各类不同类型的蓄电池,对电解液浓度的要求也各不相同,要从电池供电特性、电
池结构、工作环境等各方面考虑,必须考虑下面几种情况:
1.移动工作的蓄电池要适应野外工作,防止冻结,体积与质量都有一些限制,不允许有大量的电解液。要保证足够的容量,需要用浓
度较高的电解液,固定工作的蓄电池体积与质量没有太大限制,一般多在室内使用。
2.在一定范围内,电解液浓度越大,极板活性物质内硫酸浓度越大。活性物质利用率高,容量也会增加。但是电解液浓度过高,溶液
电阻增加,黏度也增加,渗透速度低,同时自放电加快,电池容量反而下降。电解液浓度过高,隔板腐蚀也相应加快,会缩短蓄电池
的使用寿命。
3.选择电解液浓度时,还要考虑蓄电池的工作环境温度。工作在寒冷温度下,电解液浓度应高点,在炎热的气温下,电解液浓度可低
一点。 一般情况下,在25℃(电解液温度)时密度为1.28,在其他温度下可按下式计算: Da=Dt+0.0007(t-25)
式中的Da为25℃时的密度;Dt为实际温度时的密度;t为测定时电解液的温度。 电解液是用密度1.84的浓硫酸和纯净水配制而成。硫酸
是强氧化剂,它与水有亲和作用,溶于水时放出大量的热量,因此操作人员要戴上护目镜、耐酸手套,穿胶鞋或靴子,围好橡皮围裙
。盛装电解液的容器,必须用耐酸、耐温的塑料、玻璃、陶瓷、铅质等器皿。
配制前,要将容器清洗干净,为防酸液溅到皮肤上,先准备好5%氢氧化铵或碳酸钠溶液,以及一些清水,以防万一溅上酸液时,可迅
速用所述的溶液擦洗,再用清水冲洗。
铅酸蓄电池是一种渐变失效性产品,在正常使用过程中,由于极板要随着蓄电池反复充、放电而不断地膨胀和收缩,极板上的活性物质会自行脱落。不过在正常情况下,这种活性物质的脱落是缓慢的,对蓄电池的影响不大,但如果使用不当,则会加快活性物质的脱落而成为故障,使蓄电池早期损坏。因此了解蓄电池极板的结构特点及其活性物质脱落的原因,对铅酸蓄电池修复起很大的帮助作用,对延长蓄电池的使用寿命是十分必要的。
铅酸蓄电池主要由正负极板组、隔板、外壳、盖板等组成。正负极板组为蓄电池的主要原件,通常浸泡在一定浓度的电解液中。当电解液液面高度不够。极板露出液面时,极板表面就会慢慢沉积一层白霜状的祖结晶物,这一现象就称为极板的硫化。极板硫化后.其多孔性活性物质上的微小孔穴就会被堵塞,电解液渗入能力明显降低,极板参与化学反映的有效面积变小,将发生充电不良和电容量不足的后果。

极板硫化是铅蓄电池常见的故障,也是电池损坏的主要因素之一。硫化了的蓄电池容量降低,导电性能下降,极板是蓄电池的基本部件,由它接受充入的电能和向外释放电能。极板分正极板和负极板两 种,铅蓄电池极板是以铅锑合金为栅架,再在其上涂以活性物质而成的。正极板的活性物质为二氧化铅,呈深棕色,负极板的活性物质为纯铅,呈青灰色。活性物质具有多孔性,电解液能够渗透到极板内部,因而增大了接触面积,使较多的活性物质参加化学反应,提高蓄电池的容量。但活性物质的机械强度较差,且在放电后生成硫酸铅,导电性也降低了。
发现极板轻度硫化应尽早对铅酸蓄电池修复,硫化严重的极板是无法通过铅酸蓄电池修复仪修复而恢复容量的。


有问题请拨打电话 18001283863 或者加微信 xinzhong959563688
(王浩为你服务)
梅兰日兰蓄电池:www.meilandianchi.com
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850




