
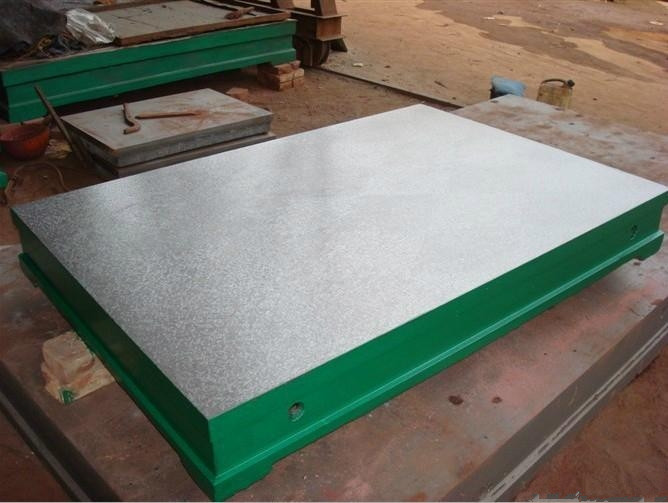
厂家批发汽车动力试验铸铁平台 3米*1.5米电机试验铸铁平台
厂家批发汽车动力试验铸铁平台 3000*1500电机试验铸铁平台
铸铁平台的质量:
1、怎样描述铸铁平台的质量,始终是铸件窍门职工的所寻求的.真实外型造芯是铸铁平台铸件构成进程中的要害工序之一,它对铸件的质量、制造本钱、出产功率、劳动强度和环境污染等各方面都有非常重要的影响.只要咱们操控好外型造芯的工序,就可以前进咱们铸铁平台的质量.
2、粘土砂湿砂外型工艺多年的出产实践标明,存在本钱低、传染小、效能高、质量好等利益的射压、气冲外型跟静压外型等高度机械化、自动化、高密度湿度外型工艺,将成为我国往后中、小型铸件出产的首要开展趋势.
3、树脂砂外型造芯工艺经过开发无或少污染的粘结济、催化剂,研讨与之配套的环保处置设备,遍及使用和开展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法.树脂泛外型工艺的产物铸铁平台,铸铁方箱,弯板等.
4、水玻璃砂外型造芯工艺研讨水玻璃的污染及改性以前进其粘结机能,开发新式水玻璃砂旧砂再生回用工艺及配备,机床铸件,进一步推行酯硬化水玻璃砂在中大型铸铁平台上的使用.
5、铸造涂料扩大和增强搬运涂料、名义合金化涂料的运用领域和机理研讨.
铸铁平台这种大型的灰铁铸件肯定会出现铸件的:铸铁平台这种大型的灰铁铸件肯定会出现铸件的缺陷,只要是在国家技术标准之内的我们都可以接受,铸铁平台的缺陷在《中华人民共和国机械行业标准》JB/T7974—2000里有处理的详细规定。铸铁平台工作面的缺陷是不可以忽视的重要部位,主要的缺陷包括:气孔、沙孔、夹沙、缩松等,只要采用正确的方法可以进行工艺弥补,铸铁平台使用寿命和缺陷修复有密切的关系,所以对铸铁平台的缺陷做修复时要严格按工艺要求处理。
铸铁平台的用途:铸铁平台可以用于检验机械零件平面度,平行度,直线度等形位公差的测量基准,也可用于精密零件的划线和测量,实验,铆焊,焊接,基础,工作台等,工作面采用刮研工艺,工作面可以设计圆孔,长方孔,方孔,T型槽,U型槽,V型槽.
铸铁平台材质:高强度铸铁HT200——300,经过两次人工处理(人工退火600度——700度和自然时效2——3年)使用该产品的精度稳定,耐磨性能好.
铸铁平台按国家GB7947-1999标准制造. 铸铁平台精度等级有0,1,2,3,级及精刨, 铸铁平台制成筋板式和箱体式,工作面有长方形,正方形或圆形.工作面采用刮削工艺,工作面上可加工V形,T形,U形槽和圆孔,长孔等.
铸铁平台规格:(特殊规格可以按用户要求设计生产)
A:100mm×200mm-------------400mm×400mm(本规格适用于研磨压砂铸铁平台)精度为0级,1级,2级.
B:400mm×600mm-------------1500mm×2500mm(本规格适用于人工刮研铸铁平台)精度为1级,2级,3级.
C:1500mm×3000mm----------2000mm×3000mm(本规格适用于人工刮研铸铁平台)精度为2级,3级,精刨.
D:2000mm×4000mm----------3000mm×10000mm/4000mm×8000mm精度为3级和精刨.
更多铸铁平台的详细说明,图片参考:http://www.hbtclj.com/
 怎么在铸铁平台上开T型槽:铸铁平台刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件,每次切削行程的终了、回程开始之间,要切刨刀抬出槽处、因此前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀,在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。
怎么在铸铁平台上开T型槽:铸铁平台刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件,每次切削行程的终了、回程开始之间,要切刨刀抬出槽处、因此前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀,在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。





*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850




