
微晶铸石板的粘接施工:一般情形,对用作耐磨零件的铸石件,广泛采用水泥砂浆粘接到设备的有关部件上去。施工时除了控制装配尺寸外,必须保证粘接的可靠性和铸石件之间砌缝的严密性。粘接质量好,在一定程度上可以弥补铸石抗冲击韧性差的缺点。首先必须把设备上粘接部位表面的锈迹和其他杂质油污除净。涂水泥砂浆粘接层时,应达到密实和厚度均匀。把铸石件放到粘接层上后应适当加压,以达到铸石件与设备上粘接部位全面接合。铸石件之间灰缝要充填密实,不得有中空现象,灰缝表面要刮平,最后把铸石件表面的砂浆擦净即可。

微晶铸石板重量轻薄,厚度从8至20mm,多数情况下只需使用14 mm左右厚度即可满足实际需要,其实际比重只有2.95,仅为钢铁的1/3,故可以相对增加仓体的内部容积、减轻设备及仓体的负重。微晶铸石板具有阻燃性,压延微晶铸石板经过1600度高温熔融并压延成型,材料本身熔点极高,正常环境下不燃烧,不导热。有效的起到了阻燃作用,避免了火灾的发生。

注意哪些
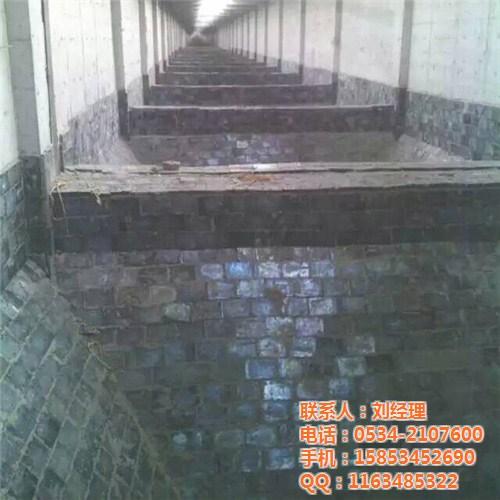
1 将原捞渣机上槽体水平段、斜升段耐磨钢板拆除,清除捞渣机上槽体底板上的灰渣等异物,并对上底板锈迹处进行打磨处理,然后对壳体漏水处进行补焊。
2 将原捞渣机上槽体链条、刮板拆除。捞渣机铸石板、内导轮、驱动轮更换完毕后,再将原链条、刮板恢复,并更换已经破损的刮板。
3 将原捞渣机头部驱动轴拆下,对原驱动链轮拆除,更换新驱动链轮。装配后确保两驱动链轮中心线为1550mm,并与壳体平齐。对驱动轴高度适当调整,满足刮板的正常运转。
4 将原内导轮及法兰盘拆除,更换内导轮后使其能顺利通过链条刮板,并确保4个内导轮中心线为1550mm.

 898995850
898995850




