

红河高速搅拌压浆台车如何操作 红河高速搅拌压浆台车如何操作,智能压浆系统是针对桥梁建设所设计的专用系统,该系统将注浆分为配料注浆两个部分,两个独立的过程。配料过程通过采集称重传感器采集到的质量值自动控制各个电机的启停,真正做到了智能化,自动化。压浆过程通过采集出入口压力,智能判断注浆以及保压。 波纹管应按图纸规定的坐标进行安装,然后用钢筋卡子和扎丝绑扎牢固。波纹管接头处应用一节20cm的大一号规格的波纹管套住然后用胶布封口以防止水泥浆进入波纹管内。锚垫板定位必须仔细操作,按图施工,确保模垫板与孔道中心垂直牢固。查构件(或块体):尤其要认真检查预应力筋的孔道。其孔道必须保证尺寸与位置正确,平顺畅通,无局部弯曲;孔道端部的预埋钢板应垂直于孔道轴线,孔道接头处不得漏浆,灌浆孔和排气孔应符合设计要求的位置。孔道不符合要求时,要清理或作好处理。 巢湖压浆台车怎么用两端同时压浆 常用配套压浆台车参数 压力表总量程:2.5Mpa,分辨率<0.1 Mpa 高速搅拌电机功率:7.5kW 低速搅拌电机功率:1.5kW 注浆电机功率:5.5kW 注水电机功率:1.5kW(单相) 上料电机功率:1.5kW 称重量程:500kg 称重精度:<0.2% 配料:“配料”键按下后,系统先判断设备当前配料状态,若当前状态为“等待”,则开启高速搅拌电机,并自动上水90%,依次添加压浆剂、水泥,之后计时搅拌,再补加剩余的10%的水,接着二次计时搅拌,搅拌完成后,方可排入含搅拌功能的储浆桶备用;若当前状态为“暂停”,则恢复先前的工作状态;若当前状态为任意一个工作状态,则配料暂停。(当二次搅拌时间为0时,配料过程与上述过程有所不同,其过程为:“上水”→“加添加剂”→“上水泥”→“计时搅拌”→“搅拌完成”) 放浆:放浆阀为电磁阀时短按该键打开放浆阀,放浆阀为机械阀时,短按此键告诉系统此次配料完成,可以进行下一次配料。长按此键可以关闭高速电机。(手动配料后按过此键方能开启自动配料流程) 低速:开启或关闭低速搅拌电机。 注浆:“自动”按下后,系统先判断设备当前注浆状态,若当前状态为“等待”或是“注浆完成”,则开启注浆泵注浆;若当前状态为“暂停”,则恢复先前的工作状态;若当前状态为“注浆”或是“保压”,则切换到“暂停”状态。 保压:注浆过程中按下该键可进入“保压”状态。(当满足自动保压条件时,既可通过系统判断自动进入保压,也可按此键进行保压) 结束:在注浆过程中的任一状态(非“暂停”状态)按该键结束本次注浆。 功能:进入菜单、退出菜单或由菜单子页面返回到主页面。 返回:返回键,由菜单返回主页面或由子菜单返回到上一级菜单,在输入过程中可以退出输入,该键为功能键,非主页面有效。 确认:确认键,确认当前选项或当前输入,该键为功能键,非主页面有效。 钢绞线的张拉顺序综合以下几方面因素核算确定:其一避免张拉时构件截面呈过大的偏心受力状态,不使砼边缘产生拉应力;其二计算并比较分批张拉的预应力损失值;其三是尽量减小梁体产生过大的上拱度,防止梁体开裂或变形严重。经综合比较,采用了两阶段传力锚固法张拉,即T梁砼强度达90%后,首先张拉锚固于梁端的N1-N4钢绞线,对此4根钢绞线的,然后存梁;为减小T梁的徐变上拱度,锚于梁顶的N5-N7钢绞线待架梁前再进行张拉并压浆,随即架梁。采用两次张拉工艺的另一优点是:先张拉一部分钢绞线,对梁体施加较低的预应力,使梁体能承受自重荷载,提前将梁移出生产梁位,可大大缩短生产台座使用周期,加快施工进度。中梁钢绞线张拉先后顺序:N2→N3→N1→N4→N5→N6。边梁钢绞线张拉先后顺序:N2→N3→N1→N4→N5→N6→N7。红河高速搅拌压浆台车如何操作 1、全自动操作:使用时只需设定好粉料与水的重量(kg),台车即可自动称重控制上水上料的重量和搅拌时间。高速搅拌完成后打开出浆阀将水泥浆放入低速搅拌桶备用,然后关闭高速搅拌桶的出浆阀,进行一下次的高速搅拌桶投料。2、高速搅拌: 本台车高速搅拌桶的额定转速可达1000转/分钟,高速搅拌可使粉料与水得到充分拌和。 3、低速搅拌桶院沉淀:本台车设有大容量低速搅拌桶,可容纳数次高速搅拌桶搅拌后的水泥浆,不停的搅拌防止浆流沉淀,以满足压浆设备的不间断工作。 荆州大循环压浆台车操作规程

 智能压浆台车
智能压浆台车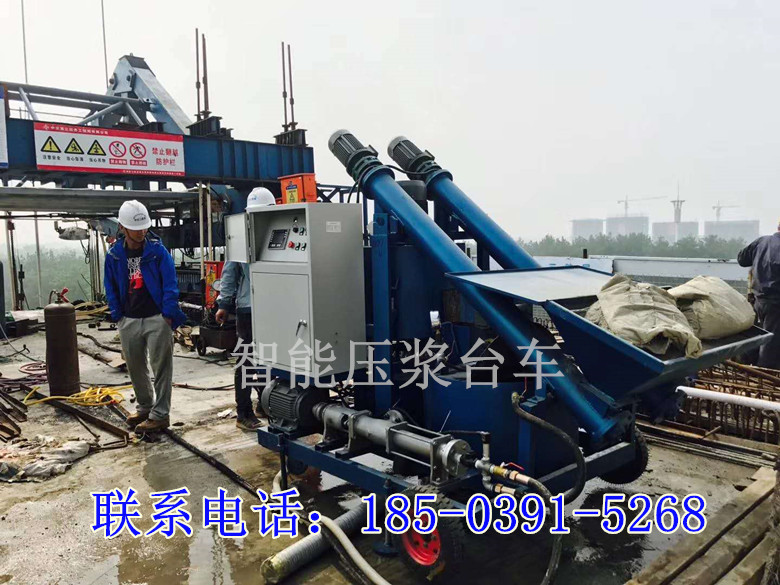
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850





