
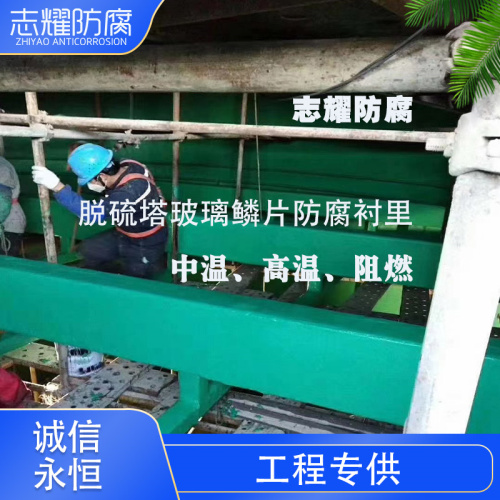
环氧玻璃鳞片涂料用途介绍冬季施工
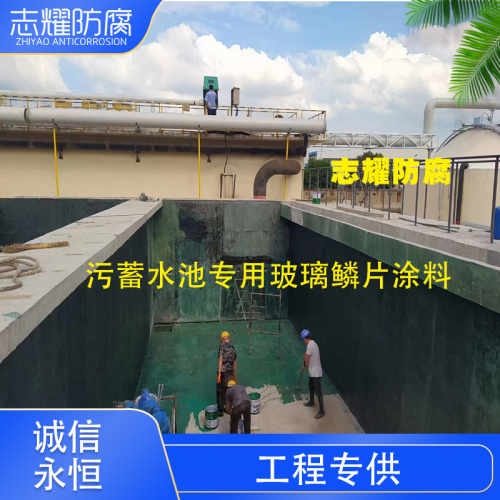
环氧玻璃鳞片涂料同环氧煤沥青防腐涂料不同,它是一种系列型生防腐涂料。有着环氧玻璃鳞片涂料、煤沥青环氧玻璃鳞片及无溶剂型环氧玻璃鳞片防腐涂料。环氧玻璃鳞片防腐涂料是一种应用于埋地和水下铜质管道以及各种钢结构的防腐处理使用防腐涂料,用于各种混凝土结构的防渗漏及作为耐磨、防滑层使用。另外环氧玻璃鳞片防腐涂料还可以应用于钢质油、水、煤气储罐及化工窗口的内外壁防腐层。玻璃鳞片粒径的选择,不仅影响涂层的性能,而且影响涂层的施工性能,涂层的水蒸气透过率随玻璃鳞片的增大而降低,即玻璃鳞片的径厚比越大,涂层的耐水性就越好。在配方设计中,玻璃鳞片用量应有一个范围:5%-40%, 在此范围内采用水蒸气透过率测试法确定玻璃鳞片的用量。随着玻璃鳞片用量的增加,抗渗性反而有所下降,原因是过量的鳞片会造成涂层鳞片的无序堆积,使涂层 内部形成空隙、气孔等缺陷,影响涂层的致密性;若玻璃鳞片的用量不足,鳞片之间难以形成搭桥,重叠排列,则涂料的抗渗性会降低。所以,若玻璃鳞片的加入方 式不当,表面处理方式或偶联剂选择不当,反而会降低涂层的性能。玻璃鳞片在涂料中的含量一般在20%-40%较好,高于40%易产生沉淀结块,涂层气泡率增加,施工困难,耐蚀性反而下降。
环氧玻璃鳞片涂料施工:表面处理:将各种不锈钢、碳钢、铜、锌、铝 金属或者水泥、陶瓷表面得氧化皮、铁锈、油污、灰尘、旧漆图层等附着物彻底清理干净 ;处理机械表面浸渍物彻底清理干净,确保表面干燥。已预涂车间底漆的物件应除去油污、浮尘;混凝土表面得,将表面的浮尘、油脂和污垢等杂质彻底清理干净,使表面平整、干燥。涂装过程:1、 在机械漆涂装前须充分搅匀,施工以喷涂为主,也可用刷涂、 辊涂等方法。(单组份搅拌均匀直接涂刷)2、 金属表面除锈后,或混凝土表面除污后4小时内,应尽快进行一道涂装。对于边、角、焊缝和切痕等容易产生膜厚不足的部位,应先刷涂一道,然后再进行大面积的机械漆涂装,以保证凸出部位的漆膜厚度。3、 机械漆涂刷要均匀。干燥方法: A 自然干燥,25度,实干48小时,完全固化6天。 对于一般工厂、罐区、设备等自然干就可以达到极强的防腐效果。或者B:自然干燥25度,12小时后, 60度烘1h, 150度烘1 小时。对于反应釜内壁、装酸的容器、罐子、罐子等,按照B处理具有更好的耐酸性能。C:自然干燥25度,12小时后, 60度烘1h, 90度5小时。4、二道涂刷间隔:最短2小时,最长不限。
玻璃鳞片树脂防腐施工技术
1、被防护的金属壳体应具有足够的强度及刚性,以防止金属壳体运输、安装、施工等过程中,因变形而导致的内衬防腐层的破坏。
2、金属壳体结构必须满足施工作业的条件,必须具备能进行手工涂抹的条件。
3、施工前所需焊接(或铆接)的结构件(无论是内壁还是外壁)均应焊接(或铆接)完毕。如需施工后焊接的,应制定相应措施。所有外接管线法兰面均应敞开。设备应按设计要求完成检验并合格。
4、装有内件并在运行使用中需经常检修的设备,应具有安装、检修的条件。保证在安装及检修中,不损害内衬层。
5、金属壳体原则上应用焊接结构。如因特殊情况需采用铆接时,应采用沉头铆钉铆接。
6、金属壳体表面积端面应光洁、平整,无焊渣及毛刺等。表面焊接应光滑平整,凸出高度不应超过1mm,如超出或粗糙时,应用砂轮机打磨至满足要求止。
7、金属壳体必须经过严格的喷砂除锈。
8、设备的全部加工、焊接、试压试漏等,应在施工前完成。施工后严禁在壳体上动火焊接。
 898995850
898995850





