
热推{精}成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。{长}
热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。{长}
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。{长}

大型{精}的成型工艺过程的优点主要表现在以下几个方面:
(1)不需要管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的推制弯头。这种推制弯头的原料比较特殊,不需要加入管坯原料,在加工时容易控制。{长}
2)加工推制弯头的坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便,在加工时容易控制原料,操作比较简单,没有繁杂的工序,并且焊接和组装比较方便。{长}
(3)由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备,尤其适合于现场加工大型推制弯头。
现在随着新型弯头推制工艺的形成,将会有更多的弯头加工工艺产生{长}

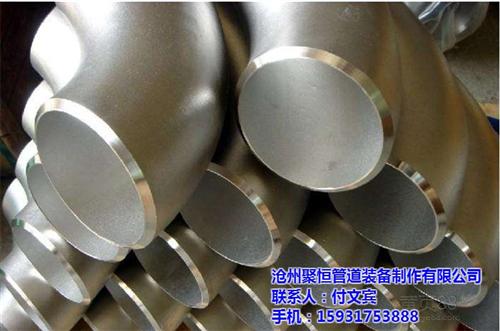
在管路系统中,弯头是改变管路方向的管件。按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接(最常用的方式)法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接等。按照生产工艺可分为:焊接弯头、冲压弯头、热压弯头、推制弯头、铸造弯头、锻制弯头、卡夹弯头等。其他名称:90°弯头、直角弯、爱而弯、白钢弯头等。{精}
企业在传统的弯管生产工艺中,为得到更好的弯管表面质量,会采取很多的办法,其中包括:采用更先进弯管机,用强度更高的模具,或者采用润滑产品等办法。采用弯管机和强度高的模具,企业往往都需要投入非常大的资金来完成,只有采用弯管润滑产品是比较低廉和快速的达到企业产品品质的要求。可是在传统的生产工艺中:油基弯管润滑产品可以满足企业在弯管生产中弯管质量的要求,但是油基弯管润滑产品的不易清洗性和对环境的污染就非常突出的表现出来,这样企业就必须采用更多的手段去消除因为采用油基弯管润滑产品对最终产品质量的影响,为此投入比较多的精力和资金。而IRMCO弯管水基润滑脂的到来即满足了企业对弯管产品质量的要求,又可以避免和减少企业因为采用油基弯管润滑产品而增加的投入,完全优化企业生产工序。{长}

 898995850
898995850




