
{精}即冲压弯头,它由材料加热后用特殊模具冲压而成,直径较小;焊接弯头即为“虾米弯”,它可在管道上或钢板上切割下料后焊制而成,其规格可为很大。弯的节数与弯曲半径由制作者自由确定。冲压弯其光滑度较好,而焊接弯不很圆顺,两者的弯曲半径均不大,一般为管道直径的1倍左右,而煨制弯的弯曲半径为管道直径的8倍左右,其光滑度也也冲压弯一样。热压弯头是指的弯头的生产工艺是钢管热压。{长}
{精}指的的是弯头的用途是焊接到管道上的,有可能你是把焊接弯头和对焊弯头给搞混了,
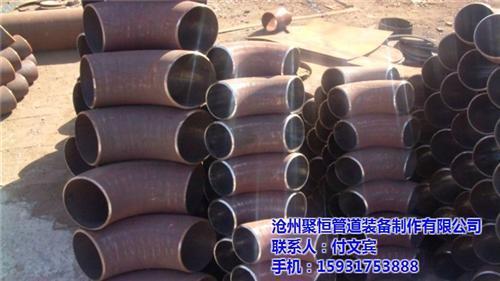
对焊{精}就是大规格弯头用板材压制成型后再焊接起来的工艺制成的弯头。{长}

大型{精}的成型工艺过程的优点主要表现在以下几个方面:
(1)不需要管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的推制弯头。这种推制弯头的原料比较特殊,不需要加入管坯原料,在加工时容易控制。{长}
2)加工推制弯头的坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便,在加工时容易控制原料,操作比较简单,没有繁杂的工序,并且焊接和组装比较方便。{长}
(3)由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备,尤其适合于现场加工大型推制弯头。
现在随着新型弯头推制工艺的形成,将会有更多的弯头加工工艺产生{长}

{精}用于管路需要改变方向的地方,所以用途十分广泛,主要应用于化工、民用、建筑、工业生产等领域。
无缝{精}:弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。{长}
冲压{精}弯头,它是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。{长}

 898995850
898995850




