

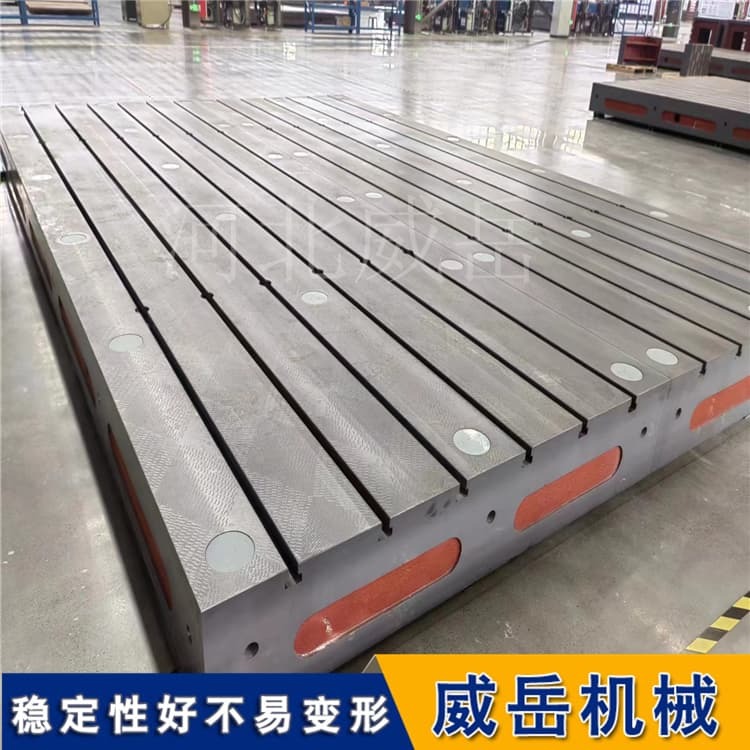
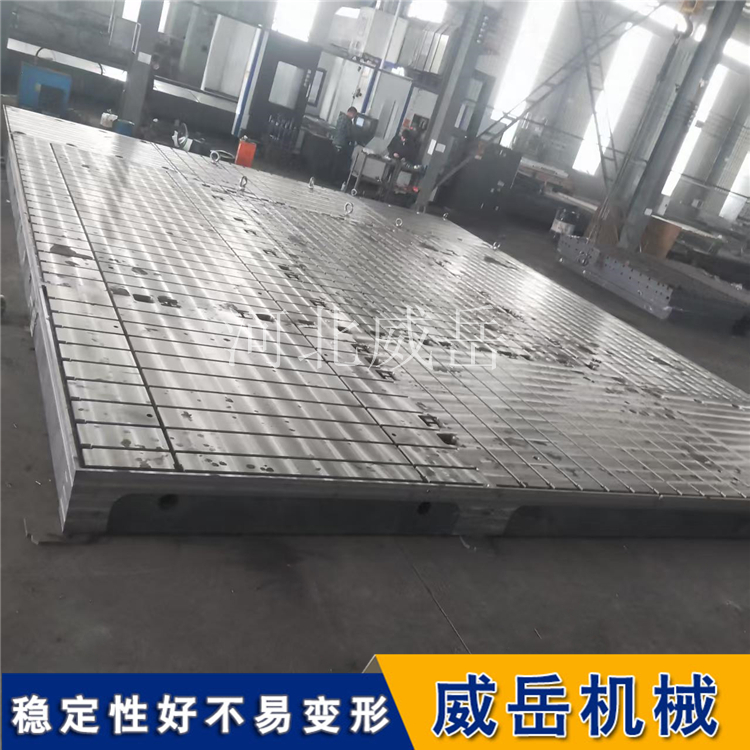
车间专用铸铁焊接平台 高稳抗造易清理
铸铁焊接平台是一种专和用于焊接作业的铸铁工装基础平台,属于铸铁平台的细分品类,核和心作用是为焊接工件提供稳定、平整、刚性强的操作基准面,保障焊接精度和作业安全性。常用于机械制造、汽车零部件、工程机械、钢结构等行业,可开展单件小批量焊接、多工位组合焊接、精和密焊件装配焊接等作业。
铸铁焊接平台是专和用于焊接作业的工装平台,工艺上在普通铸铁平台基础上强化了抗冲击性、焊接适配性,核和心流程为 配料熔炼 — 造型浇注 — 时效处理 — 机械加工 — 焊接专和用结构加工 — 精度检测 — 表面防护,具体步骤如下:
配料熔炼:侧重高强度与焊接兼容性
优先选用HT250-HT300 高强度灰铸铁,部分工况会添加铬、钼等合金元素提升抗裂性和耐磨性。原料配比为生铁 30%-40%、废钢 20%-30%、回炉料 30%-40%,搭配硅铁、锰铁调整成分。
采用中频电炉熔炼,铁水温度控制在1400-1480℃,充分搅拌去除杂质,确保成分均匀,避免因成分偏析导致焊接时开裂。
造型浇注:预留焊接工装结构
采用树脂砂造型(相较于黏土砂,铸件表面光洁度更高、缺陷更少),模具设计需预留:
焊接工装安装位(如螺栓孔、定和位销孔);
T 型槽(用于固定焊接工件和夹具,槽宽根据常用夹具规格确定);
排焊渣槽(平台边缘或工作面开设浅槽,方便清理焊接残渣)。
大型焊接平台可采用分体铸造 + 后期拼接焊接,浇注后自然冷却 48-72 小时,减少铸件应力集中。
时效处理:必和须彻和底消除内应力
焊接作业会产生局部高温,若平台内应力未消除,较易变形开裂,因此时效处理是关键工序:
人工时效(主流工艺):将铸件放入时效炉,升温至 550-620℃,保温 6-10 小时,再以≤50℃/h 的速率缓慢降温至室温,彻和底消除铸造内应力。
自然时效:露天放置 6-12 个月,适用于小批量、高精度定制平台。
机械加工:兼顾平面精度与焊接实用性
粗加工:用龙门刨床或铣床去除铸件余量,加工出平台基本外形,预留 1-1.5mm 精加工余量,同时粗铣出 T 型槽、螺栓孔的雏形。
精加工:用龙门平面磨床精磨工作面,保证平面度公差符合国和标(GB/T 22095-2008);对 T 型槽进行精铣,控制槽的平行度、垂直度,确保夹具安装稳固;螺栓孔、定和位销孔需镗孔加工,保证孔径精度。
焊接专和用结构强化加工
工作面防滑处理:部分焊接平台会对工作面进行滚花或铣防滑纹,防止焊接工件滑动;
防变形加强筋:平台底部焊接或铸造加强筋(井字形 / 米字形),提升整体刚性,抵抗焊接高温变形;
接地结构加工:在平台侧面加工接地螺栓孔,用于焊接时接地,防止静电或漏电和影响焊接质量。
精度检测与修正
用水平仪、百分表、平尺检测工作面平面度、T 型槽平行度,超差部位通过手工刮研修正;
模拟焊接工况进行负载测试,观察平台变形量,确保在额定焊接负载下精度稳定。
表面防护:针对性防焊渣、防锈
工作面:喷涂耐高温防焊渣涂料(避免焊渣粘连),或进行渗氮处理,提升硬度和耐磨性;
非工作面:涂防锈底漆 + 耐温面漆,防止生锈;
T 型槽 / 螺栓孔:涂抹高温防锈脂,避免焊接时高温氧化锈蚀。
成品验收与包装
核对尺寸、精度、焊接适配性等指标,合格后贴精度等级和额定负载标识;
用木箱包装,工作面铺设防刮花保护膜,加装防震垫层,防止运输中精度受损。


联系人:张文娟(销售经理)
手机:13780573715
邮箱:2737313753@qq.com
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850




