昆山玖德隆机械供应密炼单螺杆片材挤出
密炼单螺杆片材挤出 单螺杆片材挤出
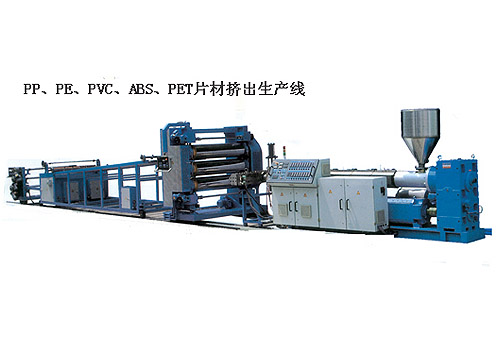
单螺杆挤出机主要用于挤出软、硬聚氯乙烯、聚乙烯等热塑性塑料,可加工多种塑料制品,如吹膜、挤管、压板、拔丝带等,亦可用于熔融造粒。 塑料挤出机设计先进,质量高,塑化好,能耗低,采用渐开线齿轮传动,具有噪音低,运转平稳,承载力大,寿命长等特点。
中文名称
单螺杆挤出机
用途
挤出软、硬聚氯乙烯
实际使用
加工多种塑料制品
实例
吹膜、挤管、压板、拔丝带
优点
设计先进,质量高,塑化好
品牌
玖德隆
单螺杆挤出机作为一种常见的挤出机设备,用于塑料加工行业,原理和构造是什么呢?下面从挤出机的输送段,压缩段,计量段来对单螺杆挤出机原理做一个分析。
单螺杆挤出机一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。
高效单螺杆挤出机采用双阶式整体设计,强化塑化功能,保证了高速高性能稳定挤出,特种屏障综合混炼设计,保证了物料的混炼效果,高剪切低融塑化温度保证了物料的高性能低温低压计量挤出。 设计理念和特点 :在高平直基础上的高速,高产挤出。
料口最后一道螺纹开始叫输送段 物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
单螺杆挤出机原理:第二段叫压缩段 时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3:1,有的机器也有变化,完成塑化的物料进入到第三段。
单螺杆挤出机原理:第三段是计量段 此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
单螺杆挤出机主要供挤出软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,它与相应的辅机(包括成型机头)配合,可加工多种塑料制品,如膜、管、板、丝带等,亦可用于造粒。
塑料挤出机设计先进,质量高,塑化好,能耗低,采用渐开线齿轮传动,具有噪音低,运转平稳,承载力大,寿命长等特点。
管材挤出:适用于PP-R管、PE燃气管、PEX交联管,铝塑复合管,ABS管、PVC管、HDPE硅芯管及各种共挤复合管。
板材和片材挤出:适用于PVC、PET、PS、PP、PC等型材及板材的挤出。其它各种塑料的挤出如丝、棒等。
型材的挤出:调节挤出机转速及改变挤出螺杆的结构可适用于生产PVC、聚烯烃类等各种塑料异型材。 改性造粒:适用于各种塑料的共混、改性、增强造粒。
|
项目 item |
45/30 |
65/33 |
75/33 |
90/33 |
105/33 |
120/33 |
150/33 |
|
螺杆直径mm Screw diameter(mm) |
45 |
65 |
75 |
90 |
105 |
120 |
150 |
|
螺杆/L:D Screw L/D |
30 |
33 |
33 |
33 |
33 |
33 |
33 |
|
螺杆转速rpm Screw rotation speed(rpm) |
150 |
150 |
150 |
150 |
150 |
120 |
90 |
|
驱动功率(kw) Drive power(kw) |
18.5-37 |
45-90 |
90-132 |
160-185 |
185-250 |
250-315 |
155-450 |
|
加热冷却段数 Headging cooling segments No. |
5 |
6 |
6 |
6 |
6 |
6 |
6 |
|
连接体加热功率 Connector heating power |
1.7 |
2 |
3 |
4 |
4 |
5 |
6 |
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850