
金刚石滚压工具钻石滚光刀宝石压光刀外径车刀式金刚石滚压头
金刚石滚压工具钻石滚光刀宝石压光刀外径车刀式金刚石滚压头
金刚石滚光刀 针对高硬度材料HRC40-65 镜面加工 滚光如镜
金刚石滚压工具钻石滚光刀宝石压光刀外径车刀式金刚石滚压头
金刚石滚压刀内孔用内径钻石型滚光刀宝石压光刀
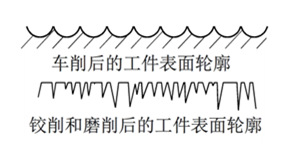
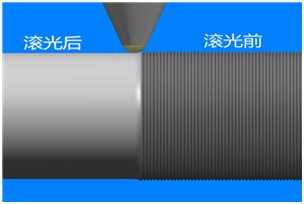
在显微镜下工件在切削的过程中刀具刀尖会在表面残留像台阶一样的走刀痕迹,金刚石在弹簧力的作用下在工件表面上滑动过程中克服材料的屈服点,使材料表面产生塑性变形,强迫走刀痕迹的最高点流入到最低点,从而得到一个平整光滑的镜面。材料在滚光的过程中由于塑性变形会产生硬化处理,从而提高工件表面的疲劳强度。要达到最佳挤光效果,工件的上一道切削工序表面光洁度应约为80到100R.M.S。
金刚石滚压工具钻石滚光刀宝石压光刀外径车刀式金刚石滚压头
金刚石外径滚光刀
金刚石滚压工具钻石滚光刀宝石压光刀外径车刀式金刚石滚压头
可选工具设备
VDI或HSK刀柄等
特殊几何形状金刚石
使用参数(以下参数请根据实际加工中具体情况而定)
金刚石滚光刀的特点
1) 金刚石头部工作寿命20000M
2) 可单独更换金刚石部件,承索即供
3) 滚光刀可左右旋转角度,在机床上使用灵活,适用于各种复杂形状零件滚光加工
加工前注意事项
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。


主要针对淬火工件的外径/外圆,内孔/内径,端面,锥面,曲面,R面,球面的镜面加工。
金刚石滚光原理:
 金刚石滚压刀内孔用内径钻石型滚光刀宝石压光刀
此工具金刚石采用世界上最硬的产品-天然工业特级金刚石(钻石)作为刀头,对高硬度金属表面进行镜面滚压
可滚压硬度为HRC40—65度的轴、外圆、内孔、端面、锥面、曲面、R面、球面等等。
1.内装有可调节负载弹簧(带压力装置);
2.金刚石刀头(钻石刀头)设计为4个面,可旋转4次,相当于1把能顶上其它厂家的4把用,超长寿命,性价比高;
3.润滑油充分,工件必须先旋转,金刚石(钻石)方可接触加;
4.装夹工件时尽可能减少跳动;
使用方法
1.金刚石滚压刀(以下简称工具)安装在车床的刀架上;
2.设定工具内置弹簧的预压力;
3.工件选择,使用所设定的压入量和进给量进行加工;
外圆、端面加工的压入量设定在0。1~0.3mm;内孔加工设定在0.3~0.5mm的范围内;
4.加工到结束为止后停止进给,钻石滚珠离开加工面后加工结束
金刚石滚压刀内孔用内径钻石型滚光刀宝石压光刀
此工具金刚石采用世界上最硬的产品-天然工业特级金刚石(钻石)作为刀头,对高硬度金属表面进行镜面滚压
可滚压硬度为HRC40—65度的轴、外圆、内孔、端面、锥面、曲面、R面、球面等等。
1.内装有可调节负载弹簧(带压力装置);
2.金刚石刀头(钻石刀头)设计为4个面,可旋转4次,相当于1把能顶上其它厂家的4把用,超长寿命,性价比高;
3.润滑油充分,工件必须先旋转,金刚石(钻石)方可接触加;
4.装夹工件时尽可能减少跳动;
使用方法
1.金刚石滚压刀(以下简称工具)安装在车床的刀架上;
2.设定工具内置弹簧的预压力;
3.工件选择,使用所设定的压入量和进给量进行加工;
外圆、端面加工的压入量设定在0。1~0.3mm;内孔加工设定在0.3~0.5mm的范围内;
4.加工到结束为止后停止进给,钻石滚珠离开加工面后加工结束
加工位置
轴类外径轮廓及端面
标准刀柄
方柄16,20,25毫米
工件余量
0.01mm
滚压量
0.01-0.5mm(单边)
润滑
乳化液或油;经过过滤的润滑剂(< 40 μm)可提高表面质量和刀具寿命。
上道工序表面
表面粗糙度达到Rz15 μm以下
工件最大硬度
HRC65
切削速度
100m/min
进给速度
0.05-0.2mm/rev
优质供应、低价批发
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850




