

铲钻扁钻双刃工作钻头 高效率钻头 内冷钻头无锡厂家
铲钻扁钻双刃工作钻头 高效率钻头 内冷钻头无锡厂家
铲钻是在U钻基础上改进而成的刀具。所用设备范围广(可用在摇臂钻、立钻、卧床、加工中心等设备)对设备的刚性要求不高。整体刀头可以准确定心,刀头带分屑槽、断屑槽,可以加工深孔。
铲钻扁钻双刃工作钻头 高效率钻头 内冷钻头无锡厂家
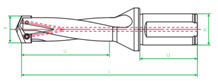
3D侧固柄铲钻
铲钻扁钻双刃工作钻头 高效率钻头 内冷钻头无锡厂家


型号
L
L1
L2
D
D1
适用刀片
螺丝
扳手
SD03-095T0110-XP20
103
30
48
9.5-11.0
20
45YH-9.5-45YH-11.0
M2*5
T6
SD03-111T0129-XP20
108
35
48
11.1-12.9
20
45ZH-11.1-45ZH-12.9
M2*5
T6
SD03-130T0150-XP20
115
42
48
13.0-15.0
20
450H-13.0-450H-15.0
M2.5*6
T8
SD03-151T0175-XP20
121
48
48
15.1-17.5
20
450H-15.1-45YH-17.5
M2.5*6
T8
SD03-176T0195-XP25
137
59
56
17.6-19.5
25
451H-17.6-451H-19.5
M3*8
T10
SD03-196T0215-XP25
142
61
56
19.6-21.5
25
451H-19.6-451H-21.5
M3*8
T10
SD03-216T0244-XP25
149
68
56
21.6-24.4
25
451H-21.6-451H-24.4
M3*8
T10
SD03-245T0265-XP32
168
77
60
24.5-26.5
32
452H-24.5-452H-26.5
M3.5*10
T15
SD03-266T0285-XP32
174
83
60
26.8-30.5
32
452H-24.5-452H-26.5
M3.5*10
T15
SD03-286T0305-XP32
180
89
60
28.6-30.5
32
452H-26.5-452H-28.5
M3.5*10
T15
SD03-306T0325-XP32
186
95
60
30.6-32.5
32
452H-28.6-452H-30.5
M3.5*10
T15
SD03-326T0349-XP32
192
101
60
32.6-34.9
32
452H-30.6-452H-32.6
M3.5*10
T15
SD03-350T0379-XP32
199
108
60
35.0-37.9
32
453H-35.0-453H-37.9
M3.5*10
T15
SD03-380T0409-XP32
208
117
60
38.0-40.9
32
453H-38.0-453H-40.9
M3.5*10
T15
SD03-410T0439-XP40
226
126
65
41.0-43.9
40
453H-41.0-453H-43.9
M3.5*10
T15
SD03-440T0479-XP40
235
135
65
44.0-47.9
40
453H-44.0-453H-47.9
M3.5*10
T15
SD03-480T0519-XP40
247
147
65
48.0-51.9
40
454H-48.0-454H-51.9
M5*15
T20
SD03-520T0559-XP40
259
159
65
52.0-55.9
40
454H-52.0-454H-55.9
M5*15
T20
SD03-560T0599-XP40
271
171
65
56.0-59.9
40
454H-56.0-454H-59.9
M5*15
T20
SD03-600T0650-XP40
283
183
65
60.0-65.0
40
454H-60.0-454H-65.0
M5*15
T20
 铲钻扁钻双刃工作钻头 高效率钻头 内冷钻头无锡厂家
铲钻一般用于u钻加工和普通钻头加工的中间速度加工,一般刀片为高速钢,转速一般在1000转以下,相比普通钻头有不需要刃磨对工人技能要求低。
铲钻由钢制的刀杆和可换头部的刀片组成。刀杆的柄部有侧固柄和莫氏柄两种结构。侧固柄刀杆常用于数控车床,加工中心CNC机床等。莫氏柄则应用于立钻,摇臂钻,普车等传统设备中。通过简单安装一套冷却环装置,即可实现由外部冷却转为内部冷却。冷却水通过冷却环进入刀杆,通过内部冷却孔,直接冷却到刀片部分。并且高压的冷却水更加有助于排屑。
铲钻扁钻双刃工作钻头 高效率钻头 内冷钻头无锡厂家
铲钻一般用于u钻加工和普通钻头加工的中间速度加工,一般刀片为高速钢,转速一般在1000转以下,相比普通钻头有不需要刃磨对工人技能要求低。
铲钻由钢制的刀杆和可换头部的刀片组成。刀杆的柄部有侧固柄和莫氏柄两种结构。侧固柄刀杆常用于数控车床,加工中心CNC机床等。莫氏柄则应用于立钻,摇臂钻,普车等传统设备中。通过简单安装一套冷却环装置,即可实现由外部冷却转为内部冷却。冷却水通过冷却环进入刀杆,通过内部冷却孔,直接冷却到刀片部分。并且高压的冷却水更加有助于排屑。
刀杆的排屑形式有直槽和螺旋槽两种。当工件旋转刀具静止时,直槽更加有利于排屑,如车床加工。当刀具在高速旋转工件静止时,则较多的选择螺旋排屑槽,如CNC机床,摇臂钻等。根据刀杆的长径比(即长度和直径之比),可分为3D,5D,7D,9D甚至更高。
铲钻的刀片分为硬质合金刀片和高速钢刀片两种。硬质合金刀片的范围从9mm到32mm。高速钢刀片的范围从9mm-68mm,部分非标的刀片甚至可以做的更大。高速钢刀片一般是含钴8%的M42含钴高速钢,具有较好的耐磨性和韧性。
铲钻刀片通过凹槽定位,两个螺丝孔正反固定,可以确保刀片的对称性在0.01-0.02mm之间。根据刀片大小,一般有2-6个断屑槽。根据切削加工材料不同,刀片顶部为X型钻尖或S型钻尖。
铲钻 优点
易于打长倍经的深孔。刀片是采用中间定心双刃切削的对称结构,所以可以打到甚至20D的深孔。一般的U钻,浅孔钻不能打的深孔,就可以由铲钻来完成
铲钻可广泛应用于摇臂钻等传统机床。传统机床由于主轴转速低,刚性差,功率弱,一般的快速钻,U钻等安装硬质合金刀片的钻头都不能使用。而铲钻使用含钴的高速钢涂层刀片,具有高韧性和抗冲击性,能有效的解决崩刃的问题
铲钻的钻孔精度远远高于U钻。U钻是安装两片不对称切削的刀片。刀体切入工件表面时,刀体上外刀刃和内刀刃所受的轴向力是不均衡的,必然引起尺寸的变化,所以U钻只能做为粗加工刀具,精度在±0.1mm。铲钻刀片对称切削,尺寸精度可以控制在5个丝以内。直接钻孔后可以达到螺纹底孔的要求。铲钻刀片的侧面有修光刃带,通过修光刃带的挤压,加工孔壁的光洁度可以达到RA1.6。
铲钻 缺点
加工速度不入u钻快,成本相比普通钻头大,如果用于普通机床在使用时还需要更改机床冷却为内冷方式。
优质供应、低价批发
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850




