

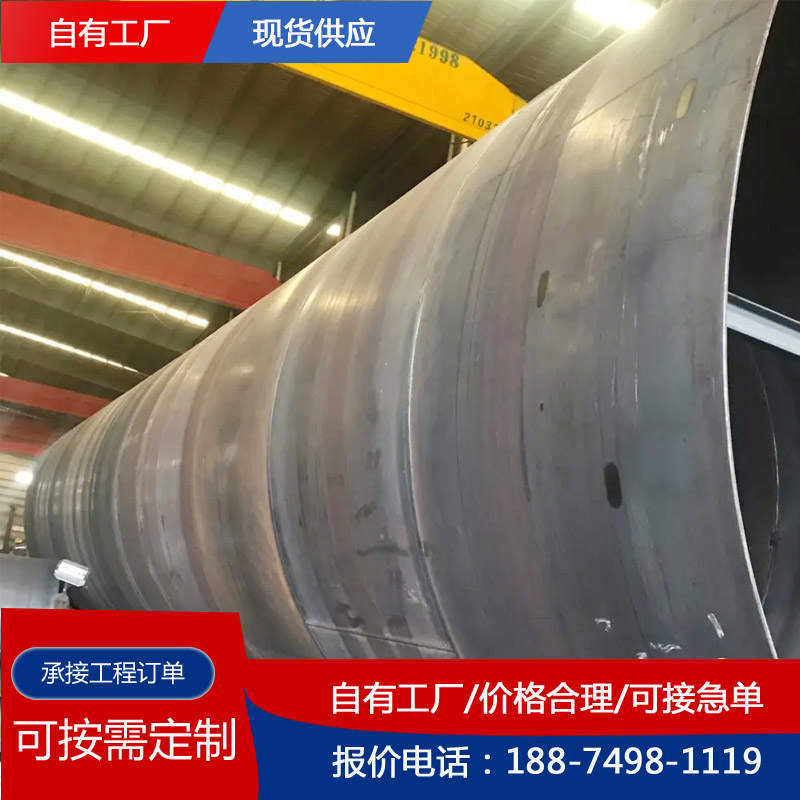
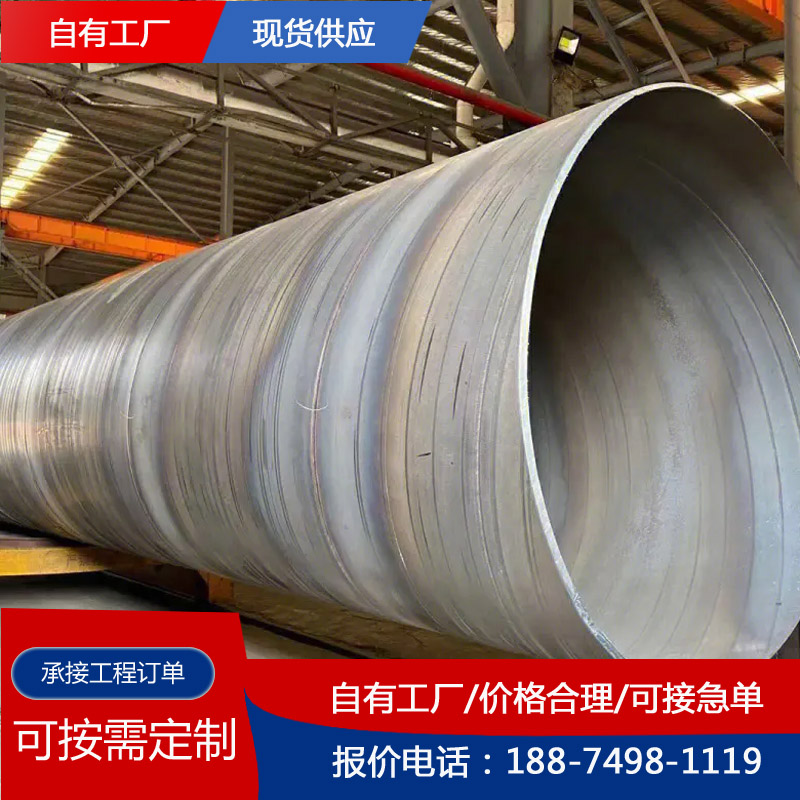
桩用螺旋焊缝钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。主要参考标准为SY/T5040-2008。主要规格管径范围:口径219mm-2820mm,壁厚范围8-60mm长度范围6-12m。
产品用途:土木建筑结构、码头、桥梁等基础桩用钢管。
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。焊完的焊缝均经过在线连续超声波自动伤仪检查。
焊接钢管管端注意事项:
1、在不影响管口焊接的情况下,应适当增加聚乙烯层端部环氧粉末的预留长度,可预防因钢管堆放时间较长,管端金属腐蚀严重引起的3PE防腐翘边。
2、焊接钢管露天堆放时间较长时,应在管端进行遮盖,防止雨水侵蚀,造成管端严重腐蚀。
3、若管道现场施工周期较长,可以在管端金属裸露处涂刷可焊防锈漆,以防止防腐管在储存期间因腐蚀引起3PE防腐层翘边。
4、严格控制管端预留处焊缝余高的修磨质量。在焊缝处聚乙烯坡口外与管体其他部位一样,使环氧粉末保留长度>20mm,以防止焊缝处环氧粉末底部先被腐蚀而引起3PE防腐层翘边。
 898995850
898995850




