
pp原料成型特性:
干燥处理:如果储存适当则不需要干燥处理。熔化温度:220~275℃,注意不要超过275℃。模具温度:40~80℃,建议使用50℃。结晶程度主要由模具温度决定。注射压力:可大到1800bar。注射速度:通常,使用高速注塑可以使内部压力减小到很小。如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。建议使用通体为圆形的注入口和流道。所有类型的浇口都可以使用。典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。 对于边缘浇口,浇口深度应为壁厚的一半;浇口宽度应至少为壁厚的两倍。PP材料完全可以使用热流道系统。

关于瓦楞纸箱的就一个只是检测标准,而标识等要求没有查到相关标准,一般由供需双方商定。自已注上产品或公司相关信息及规格等,如产品名称,规格数量,加工厂家,代理的厂家,企业宣传信息,生产日期,QS号,出口的话有检疫标识,质量监督部门所要求的。瓦楞纸箱的运输和贮存应避免受到雨淋、曝晒、受潮和污染,注明这些。内容准确。当然,基础是内包装必须按预包装食品标签通则的标准去标识后。

食品包装常用片材分类:
有:PVC、PET、PP、PS以及在此基础上的植绒片材、镀金片材和防静电片材。
PVC:最常用的吸塑材料,质软、韧性强、可塑性好,可做成透明和各种颜色,常用透明PVC包装电子、化装品、玩具礼品等产品。
PET(A-PET):质硬,韧性好、强度高、表面光亮、环保无毒,有透明和多种颜色的片材。缺点是PET高周波热合比较困难,价格也比PVC贵很多,此材料常被要求产品环保的用户取代PVC
PS:密度小(质轻)、环保无毒,可塑性非常好,韧性差易脆,不可做成通明材料,因此只能做成底托类吸塑,因其易裂,此类吸塑不宜回收
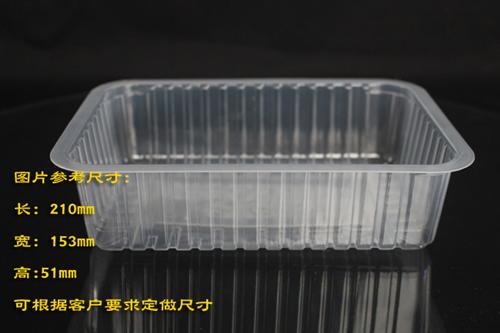
PP:材质特别软,韧性好,环保无毒、耐高温,常被做成餐饮器具或其他耐高温产品的包装;但其可塑性差,加工难度大,表面光泽度差,而且加工时颜色会变浅。
PET-G:物理性质同A-PET差不多,但可以高周波热合,其价格比A-PET还贵80%.

 898995850
898995850




