


河北优欧科技有限公司主营产品板式橡胶支座:圆形板式橡胶支座、矩形板式橡胶支座、圆形四氟板橡胶支座、矩形四氟板橡胶支座四孔减震橡胶支座。还有QT工艺品:聚乙烯闭孔泡沫板、伸缩缝、橡胶止水带、波纹管、密封胶、锚具、橡胶气囊、充气芯模、钢纤维等。
橡胶支座是指用以支承容器或设备的重量,并使其固定于一定位置的支承部件,还要承受操作时的振动与地震载荷。板式橡胶支座由多层天然橡胶与至少两层以上相同厚度的薄钢板镶嵌、粘合、硫化而成一种桥梁支座产品。
板式橡胶支座
该种类型的橡胶支座有足够的竖向刚度以承受垂直荷载,且能将上部构造的压力可靠地传递给墩台;有良好的弹性以适应梁端地转动;有较大地剪切变形以满足上部构造的水平位移;
板式支座按形状划分:矩形橡胶支座、圆形橡胶支座两种产品。
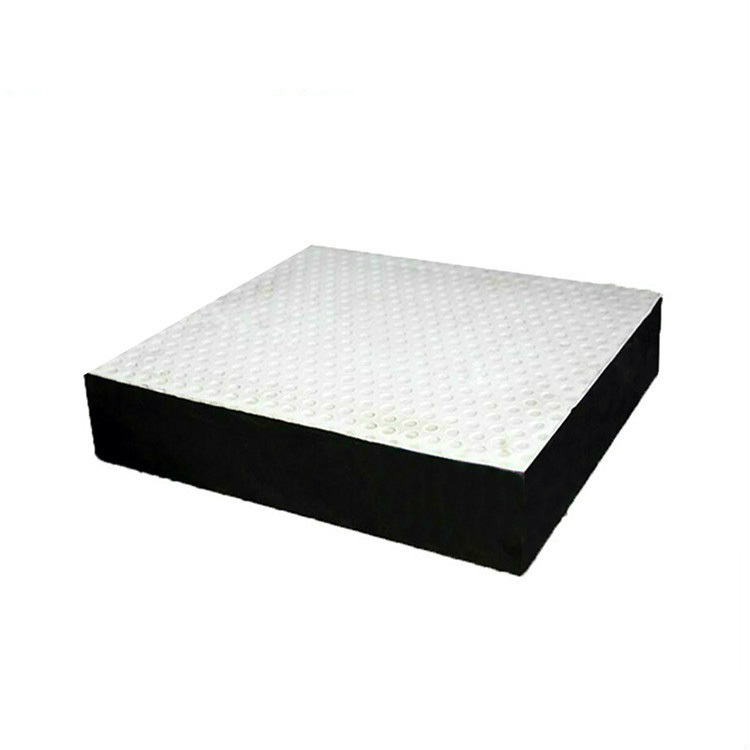
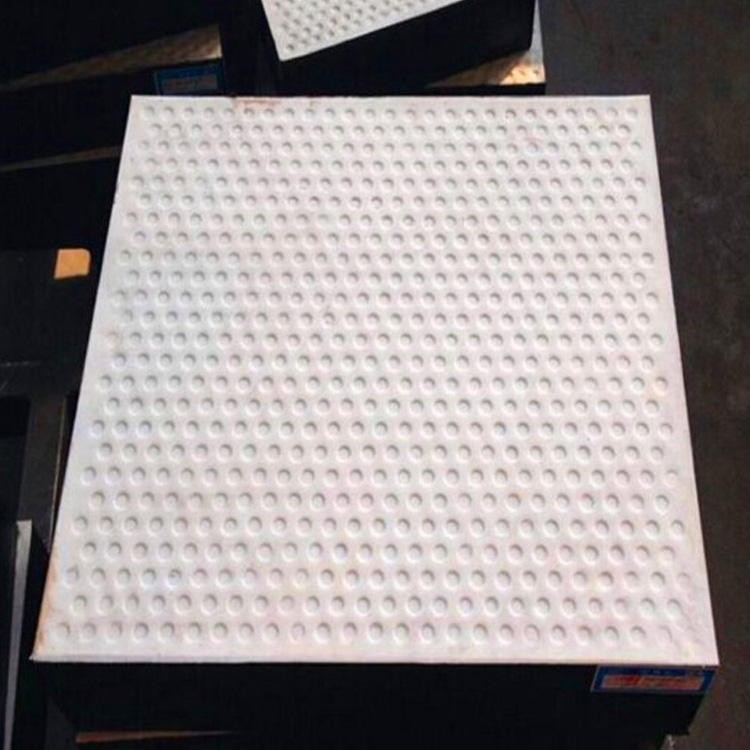
盆式橡胶支座
盆式橡胶支座根据应用范围可以分为三大类:公路桥梁盆式橡胶支座、铁路桥梁盆式橡胶支座及盆式橡胶支座的衍生品。常用的公路盆式橡胶支座型号有:GPZ盆式橡胶橡胶支座和GPZ(Ⅱ)盆式橡胶橡胶支座(依据GT391-1999) ,GPZ(KZ)盆式橡胶支座等几个系列。常用的铁路盆式橡胶支座有TPZ-I铁路盆式橡胶支座,TPZ标铁路盆式橡胶支座,专桥8156铁路桥梁支座。 盆式橡胶支座的衍生品种类很多,比如 QPZ盆式支座、KPZ系列盆式支座、弹性减震球型钢支座、自调高盆式橡胶支座等。
(1)、板式橡胶支座应定期进行养护和维修检查,一旦发现问题,应及时进行修补或更换。
(2)、 板式橡胶支座及四氟滑板橡胶支座应检查如下内容:a: 橡胶支座是否出现滑移及脱空现象;b: 橡胶支座的剪切位移是否过大(剪切角应不大于35°);c: 橡胶支座是否产生过大的压缩变形;(压缩变形量不得超过0.07te, te为支座的橡胶层总厚度)d: 橡胶支座保护层是否出现开裂、变硬等老化现象,并记录裂缝位置、开裂宽度及长度;e: 橡胶支座各层加劲钢板之间的橡胶板外凸是否均匀和正常;f: 对四氟滑板橡胶支座,应检查支座上面一层聚四氟乙烯滑板是否完好,有无剥离现象,支座是否滑出了支座顶面的不锈钢板,5201-2硅脂是否涂放并且注满四氟滑板橡胶支座的储油坑。3)、 橡胶支座各部应保持完整、清洁。及时清除支座周围的垃圾杂物,冬季清除积雪和冰块,保证橡胶支座正常工作。同时应经常清扫污水,排除墩台、台帽积水,要防止橡胶支座接触油脂,对梁底及墩、台帽上的残存机油等应进行清洗。防止因橡胶支座老化、变质失去作用1.梁支点承压不均匀,支座出现脱空或过大压缩变形时应进行调整2.板式橡胶支座发生过大剪切变形、老化、开裂等时应及时更换。3.对四氟滑板橡胶支座,若四氟滑板与不锈钢板接触面间发现进入泥沙或硅脂油干涸时要及时清扫,并注入新的硅脂油。
使用方法
1)选用
a:查看板式橡胶支座的安装施工图纸,主要注意板式橡胶支座的规格型号、厚度、设计承载力等主要技术参数。四氟滑板橡胶支座还要注意预埋钢板的尺寸和安装位置及方向;
b:选用板式橡胶支座时,支座的最大承载力应与桥梁支点反力相吻合,其容许偏差范围宜为±10%;
c: 对于弯、坡、斜、宽桥梁,宜选用圆形板式橡胶支座。公路桥梁工程不宜使用带球冠或坡形的橡胶支座;
2)安装
a:安装准备
a.1 板式橡胶支座安装处宜设置支承垫石,支承垫石平面尺寸大小应按局部承压计算确定,垫石长度、宽度应比支座相应的尺寸至少增加50mm左右,其高度应为100mm以上,且应考虑便于支座的更换。
a.2 支座垫石内应布置钢筋网,钢筋直径为8mm时,间距宜为50mm×50mm,桥梁墩、台内应有竖向钢筋延伸至支座垫石内,支座垫石的混凝土强度等级不应低于C50。
3、养护
1 )、 板式橡胶支座应定期进行养护和维修检查,一旦发现问题,应及时进行修补或更换。
2)、 板式橡胶支座及四氟滑板橡胶支座应检查如下内容:
a: 支座是否出现滑移及脱空现象;
b: 支座的剪切位移是否过大(剪切角应不大于35°);
质量因素
1、所采用的橡胶的胶质,这是影响板式橡胶支座质量的主要因素,目前由于市场竞争激烈,客户压价厉害,许多橡胶支座生产厂家就从这块降低成本,采用劣质橡胶,这个从外观上可以看出一二,好的橡胶,表面油亮,黝黑,用手指按压能感觉到一点点弹性,质量差点的橡胶,表面发乌,没有光泽。但是胶质真正的好坏,就需要做实验,简单的从抗压弹性模量和抗剪弹性模量等方面去判断是不能发现质量问题,一般需要做中间胶层胶片试验进行检测方可发现问题。
2、内部钢板:钢板是板式橡胶支座承载力的保证,所以钢板在厚度上一定要达到标准,材质上一定要采用成品板材,杜绝折弯板等,在处理上一定要做到除锈,喷砂,从而保证橡胶与钢板的粘接。(部分不良厂家采用废铁皮替代、或者以厚度薄的替代厚钢板,导致产品强度存储量不足,容易发生严重问题,目前部分地方要求检测极限抗压,就是为了发现该质量缺陷)
3、生产工艺:板式橡胶支座现在还没有完全实现自动化生产,硫化之前的步骤基本都是手工操作,下片,裁片,叠层等工序的好坏与工人的熟练程度有很大关系。在硫化机上的硫化时间和温度控制也很重要,不同的规格的橡胶支座硫化时间是不一样的,如果达不到相应的硫化时间,那么就会形成夹生,里边的胶没有充分硫化,影响产品质量。



 898995850
898995850





