用于航空发动机整体叶盘
- 价 格:
面议 /
支
- 供 应 地:广东省东莞市
- 发布公司:东莞市川业五金有限公司
- 产品型号:齐全
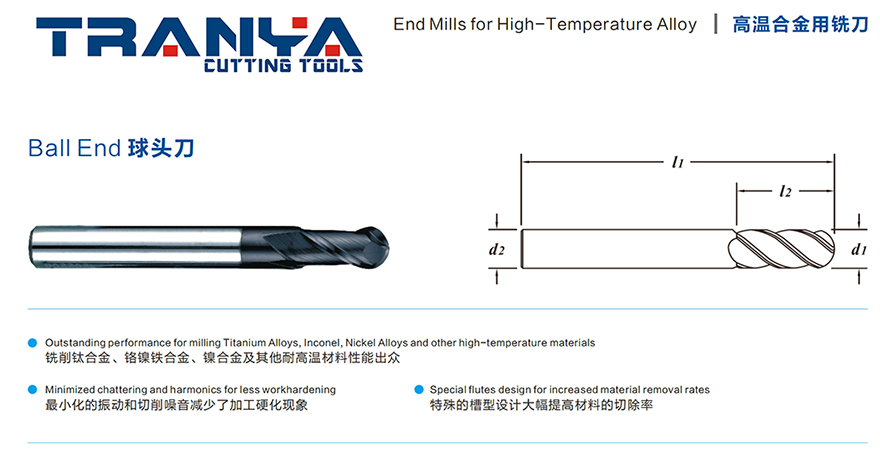
- 品 牌:TRANYA
- 发布日期:2018/3/17 15:26:51
- 联系人QQ:1549287680

详细说明
与传统加工不同,摆线铣加工过程中刀具-工件包角一直处于较小的状态,刀具在公转一周的过程中处于切削状态的时间较少,径向的切削深度从零开始逐渐增加到最大,然后再逐渐减小到零。切削力也经历着从零增大到再减小的过程。
摆线铣削主要目的是在充分满足径向切深的情况下避免槽铣等全浸入式铣削,这对于减少刀具的磨损、延长刀具的使用寿命非常有利。在摆线铣技术中,可以采用比常规铣削方法更大的轴向切深以提高材料去除率。
摆线铣加工中,刀具沿摆线轨迹进行切削,可以适应各种加工余量的变化,从而降低加工余量突变对刀具的破坏;特别适合难加工材料的切削加工,如高温合金、钛合金、耐热不锈钢等材料;摆线铣加工技术可以采用较大的轴向切削深度,从而可以代替传统加工中需要进行多次分层的情况。
摆线铣加工过程中刀具负载在每一个摆线循环中都经历了从小到大然后再变小的过程,不会出现刀具负载的突变,从而可以有效减少刀具的磨损,刀具寿命最高可延长5 倍以上;在每一次刀具公转走刀循环过程中,到包含了切削过程和非切削过程,切屑薄容易排出,使得切削区域冷却充分;由于切削时切削力较小,将摆线铣技术与高速加工技术结合则特别适合薄壁零件的高效加工。
高温合金、钛合金等难加工材料在航空发动机零部件中广泛应用,如航空发动机整体叶盘、机匣等复零部件。这类材料切削性能差,在加工时切削力较大、切削温度高,造成刀具磨损严重。生产实践中,通常采用较为保守的切削参数以降低刀具磨损速率和控制工件表面加工质量。但是,这会造成产品的加工效率较低。如何提高这类材料的切削加工效率、降低产品的生产周期与生产成本一直是工业界及学术界研究的难点与热点。
在切削难加工材料时,刀具-工件包角对刀具的磨损有重要影响。有效控制刀具-工件的包角对于控制切削加工过程中的热力耦合作用、减少刀具磨损有显着效果。摆线铣加工技术是一种在切削过程中对刀具进行降低负载和充分冷却的加工技术。摆线铣加工过程中,由于刀具-工件之间具有较小的包角,可以在切削难加工材料时提供有效的冷却与润滑,从而可以提高切削速度、避免满刀切削、降低刀具的磨损,近年来逐渐引起了工业界的重视并在难加工材料的粗加工中进行了应用。
东莞市川业五金有限公司是一家在精密制造工业领域处于领先地位的切削工具供应商。多年来,川业公司致力于制造最高品质的切削工具,在维持极具竞争力的价格同时还为客户提供增值服务。
我们在引进搭载NUM Flexium控制系统结合NUMROTOplus?磨削软件的德国五轴联动磨削中心的同时,还积极与德国钨钢棒材制造商Arno Friedrichs,世界顶级涂层供应商Oerlikon Balzers展开合作。所有的这一切让我们的产品应用涵盖从模具制造、手机零件、发电、医疗工程到航空航天等所有需要加工复杂和高精密零件的场合。
成为川业公司的客户意味着您将拥有一个愿意努力提供高品质产品、优质的客户服务以及为您的发展提供必要技术支持的搭档。
川业-您可以信赖的合作伙伴!
硬质合金铣刀,硬质合金钻头,成型刀,T型刀,倒角刀,高硬铣刀,硬质合金螺纹铣刀,内冷孔钻头,摆线铣刀,复合材料专用铣刀,液压阀座台阶钻, 液压阀座成型扩孔钻, 液压阀座成型铰刀定点钻,中心钻,台阶钻,燕尾槽铣刀,不锈钢专用铣刀,锥度铣刀,铝用铣刀,圆鼻铣刀,球头铣刀,非标刀杆,丝攻订做,超大规格板牙订做,搓丝板,滚牙轮,以及各种非标刀具生产。
卖家名片Cards
卖家名片

联系人:吴先令(经理)
手机:13925725418
邮箱:sales@tranya.com.cn
免责声明:交易有风险,请谨慎交易,以免因此造成自身的损失,本站所展示的信息均由企业自行提供,内容的真实性、准确性和合法性由发布企业负责。本站对此不承担任何保证责任。

 898995850
898995850




