



供应超声波滚压机镜面加工强化装置 豪克能镜面加工设备
滚压做为常见和传统的镜面加工方式,有自身的优势和特点。虽然已经逐渐被豪克能等新的超声滚压表面强化设备取代,但还有不少行业在应用。
传统滚压加工特点?
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 因为无论用何种机械去除材料的加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,这就是粗糙度的物理特征。超声波滚压机镜面加工强化装置
滚压是一种压力光整加工,是金属在常温状态的冷塑性特点,利用滚压头对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
滚压刀具加工缺点?
很多因素都会引起滚压加工的效果,这个滚压刀的压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压头的力增加,加工工件的表面粗糙度提高。但是滚压头加工时,力增加到一定程度,加工表面粗糙度不再提高。如继续增加,滚压工件的表面就会开始恶化,甚至出现裂纹。所以滚压过度加工也会对工件造成损坏。超声波滚压机镜面加工强化装置
超声波滚压机镜面加工强化装置相比滚压的优势:
|
|
超声波滚压机镜面加工强化装置 |
滚压加工 |
|
工作原理 |
属于复合能量加工,每秒3万次高频冲击,使金属塑性增加,金属晶粒细化,产生微观的塑性变形。 |
属于刚性强力冷挤压,实质是使工件表面冷作硬化。 |
|
加工效果 |
表面粗糙度较易达到Ra0.2以下,镜面效果,高可达到Ra0.05。 |
正常能实现Ra0.4左右。 |
|
作用力对机床影响 |
作用力小,约500N,是弹性力,约为滚压的10%,对机床无不良影响。 |
很大的刚性力, 5000N,对机床导轨、传动机构、机床精度损伤较大,造成机床使用寿命下降。 |
|
表层质量缺陷 |
塑性变化延深度方向线性逐渐变小,无明显分离层,消除微观缺陷,表层质量好。 |
存在明显的变化层,塑性变化层容易和基材分离,严重时剥落,存在毛细裂纹、擦伤等缺陷。 |
|
金属表面变化层 |
塑性变化层很薄,在0.1-0.2mm,由于能量的穿透性强,良好压应力影响可达3mm以上。 |
塑性变化层很深,在2mm以上,压应力只存在于塑性变化层。 |
|
加工尺寸变化 |
由于作用力小,尺寸变化小,在0.01mm左右,对尺寸精度影响很小。 |
由于作用力大,尺寸变化大,在0.03mmm左右,对尺寸精度影响较大。 |
|
综合力学性能变化 |
预置良好压应力,金属晶粒的细化,提高表面硬度,但不降低塑性和韧性,疲劳寿命十到几十倍。 |
是加工硬化的结果,表面硬度提高的同时,降低了工件的塑性和韧性,疲劳寿命提高较少。 |
|
耐磨耐腐蚀性 |
大大提高工件耐磨性和耐腐蚀性。 |
存在微观裂纹等缺陷易造成腐蚀裂纹的萌生。 |
|
成本 |
一次性投资,耗材很少,综合成本低。 |
刀具使用寿命较短,易损坏,综合成本高。 |
|
加工适用性范围 |
可加工细长杆、薄壁件等刚性差和铜铝等较软材质的工件,加工材质硬度可达HRC60。 |
无法满足细长杆、薄壁管件等刚性差和铜铝等较软材质的加工,加工硬度在HRC40以下。 |
|
操作要求 |
因是弹性接触,操作简单,能开机床的操作工就可操作加工,能保证性能达到要求。 |
要求熟练的技术良好的操作工作业,否则不仅产生废品,而且损坏机床。 |
超声波滚压机镜面加工强化装置各种型面的加工案例:



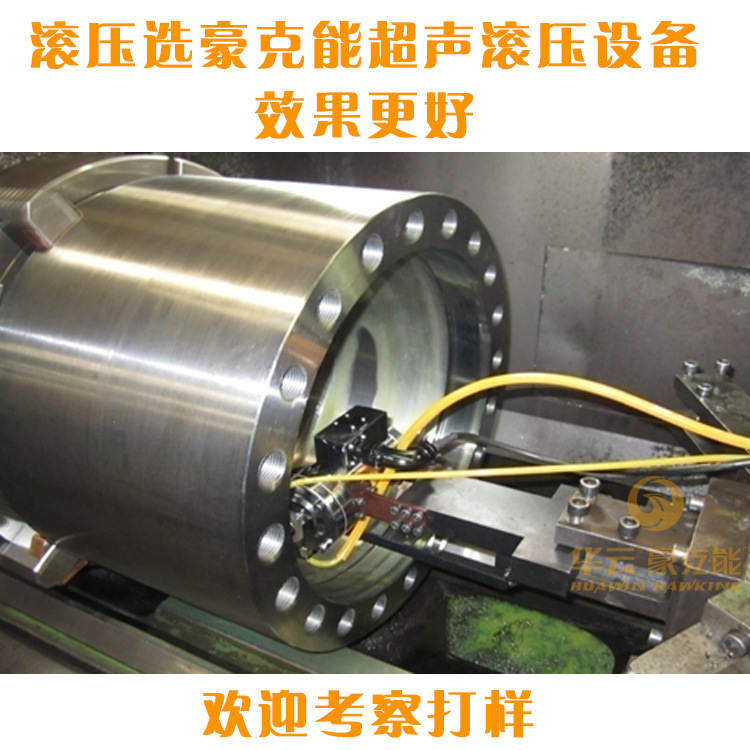
设备利用金属原子在高温高能下运动的特点,结合超声波技术,给予金属表面高频驱动,对金属表面进行挤压并光整,可使金属表面粗糙度达到Ra 0.2以下,甚至达到镜面效果,同时可提高金属表面的微观硬度、耐磨度、疲劳强度、疲劳寿命。
设备利用金属原子在高温高能下运动的特点,结合超声波技术,给予金属表面高频驱动,对金属表面进行挤压并光整,可使金属表面粗糙度达到Ra 0.2以下,甚至达到镜面效果,同时可提高金属表面的微观硬度、耐磨度、疲劳强度、疲劳寿命。
 898995850
898995850




