


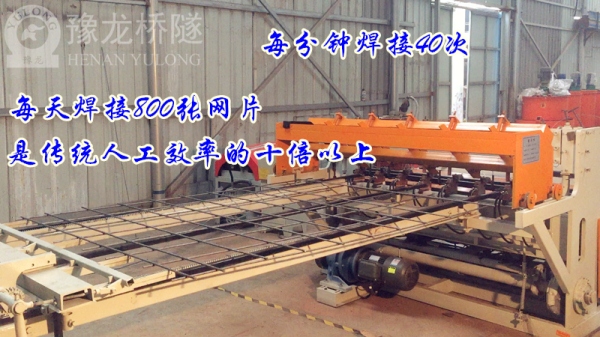
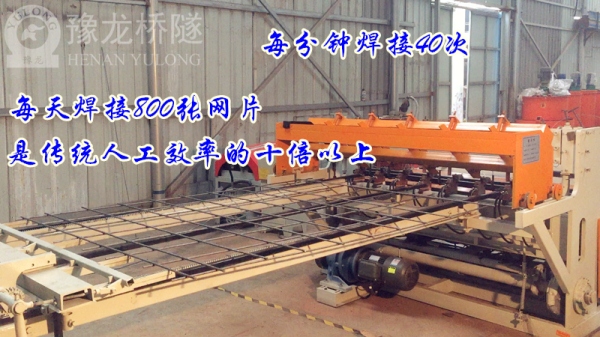
贵州黔西南州钢筋网片焊机厂家
焊网机控制系统方面采用大规模智能芯片,高度集成化设计,使核心控制系统完全集成再一个体积很小的控制器中,这个控制器集强电弱点控制的所有功能。只需经过标准插件引出很少的阴线便可控制整部机器运行,无需中间续电器,转换电路板等赘余部件。传感器全部采用二线制,从而最大限度的简化线路方便用户,并且功能强大实用还拥有其他控制系统不具备的功能。(例:二线制接线方式只有两种,用户自行更换时正负极接反,只需更换即可。三线制产生九种接法,很少有用户能自行更换)

贵州黔西南州钢筋网片焊机厂家
该机经线和纬线长度均采用调直断切机预剪,钢筋网排焊机经线由人工放置到进料机构,由伺服进料小车自动进入,无需人工摆放,伺服小车自动循环拉网。钢筋网排焊机经线采用转盘落料器人工放入料斗,自动进入排料器,并单根落下。钢筋网排焊机焊接系统采用具有八路移相调压的脉冲触发板触发可控硅,八路输出可以随意组合,这样可以减少对电力变压器的冲击,同时可以有效的提高效工作效率。
放纬丝装置调节,放纬丝装置由多个放置单元组成。每个放置单元由两个钢条A和B和一组放丝凹轮所组成。首先调节两个凹轮,两个凹轮可以绕同一轴线相对旋转。使两个凹轮所组成的凹槽正好放入一根纬丝。然后将凹轮槽调整至对准两个钢条A、B所组成的通道,并且调整通道的大小以稍大于一根纬丝直径。将所有的放置单元都调节好,也可以根据纬丝长度只调节所需的放置单元。这样当放纬丝轮组沿箭头指向转动时,就可以放下一根纬丝。

浅谈我国焊接技术未来的发展趋势
第一、提高焊机生产车间的机械化,自动化水平是目前及未来几年我国焊机设备重点发展方向。
第二、提高焊接生产率是推动我国焊接技术发展的最重要驱动力。
第三、目前世界各种新兴工业的发展不断推动我国焊接技术发展。
第四、焊接作业时智能化,自动化是提高焊接质量,解决恶劣劳动条件的重要方向。
第五、为了提高焊机的节能耗电,加大力度发展节能焊机。

7.主轴采用45号圆钢(无扭断现象.减少维修时间);
8.添加两个主轴固定轴承(稳定性更高);
9.一体式电机减速机(控制方便.刹车及时);
10.变压器水冷变压器(焊接丝经范围大);
11.拉网采用三相松下伺服电机(动力足.拉网速度快.缩短拉网时间);
12.所有控制系统均在控制柜面板上(便于操作.减少占地空间);
13.威纶PLC控制器采用触摸屏.汉字显示(便于操作对工人无技术要求);
14.PLC采用松下品牌(比一般国产的质量好.故障率降低)。贵州黔西南州钢筋网片焊机厂家

 898995850
898995850





