



湖北黄冈钢筋网片排焊机型号
焊网机与传统的人工焊接相比,焊网速度快,机械化程度高,降低劳动力,提高工作效率,保障施工安全,提高焊接质量,改善施工环境,降低了项目施工成本。
高黎贡山隧道进口正洞、平导施工期间采用了焊网机工艺施工技术取得了成功,具有较好的社会经济效益。

湖北黄冈钢筋网片排焊机型号钢筋网焊网机电阻变压器的特征
1、电流大、电压低 电阻焊是利用电阻热作为热源,由于电阻都很小(一般小于100μΩ),因而必须有足够大的电流才能获得应有的热量,常用的焊接电流为2000~40000A。
因焊件和焊接回路电阻均在微欧数量级范围内,故焊网机变压器二次电压不高。固定式焊网机通常在10V以内,悬挂式焊机因焊接回路长、范围宽,二次电压达24V左右。
由于电阻焊接要求焊接电流大、电压低,电阻焊用变压器二次绕组仅采用一匝(悬挂式或长臂焊机采用两匝),故电阻焊机焊接回路导体尺寸比较大,并要求强制冷却。
2、功率大、可调节 因焊接电流大,故电阻焊变压器容量皆大于50kVA。由于变压器绕组仅一匝或两匝,因此只能改变一次绕组匝数,以改变其焊接功率。
3、工作不连续、无空载运行 一般情况下,电阻焊变压器的开关置于一次绕组和电源线之间,将一次绕组接入网络前,焊件已被压紧在焊件之中,焊接回路已闭合,电源一旦接通,变压器便在负载状态下运行,故一般无空载状态(闪光对焊例外)。当焊网机焊接时,焊件装卸、夹紧、焊接位置移动和焊接循环中的预压、锻压、休止等程序,一般都不需要接通电源。因此,电阻焊变压器通电工作时间都是断续的。
焊网机采用水冷焊接变压器优势在于散热较空冷更快,恒定性强。
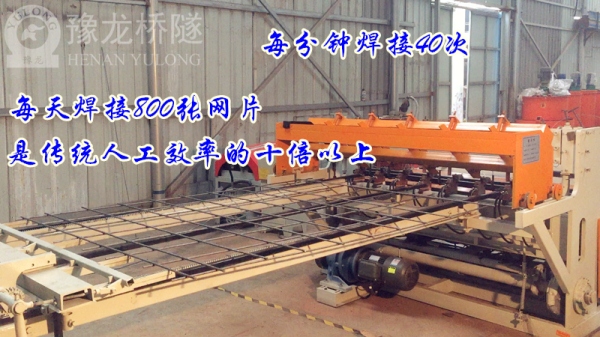
1、 焊机为龙门式结构,焊机的有效工作空间为2000mm,适合焊接最大网宽为2500mm。
2、 根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。
3、 各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。
4、 次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。
5、 焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。
6、 变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却,确保焊机能够长时间稳定工作。
7、 焊接气缸、焊接气阀选用优质快速器件,确保焊机能够连续稳定工作。

网片排焊机开焊虚焊的原因:
焊接电机磨损严重,电极为铬镐铜材质,使用寿命长,但使用很长一段时间后可能会出现表面的氧化或者磨损,请随时更替;
网片排焊机的电流不稳定,熔焊力不足;
焊接传动感应装置接触不良;
焊接变压器的压力不足
豫龙数控建筑网片排焊机采用高效节能变压器,采用一次压紧分控送电的方法保证焊接电流电压的稳定,焊接性能更好。该建筑网片排焊机的电子电力控制系统采用同步控制技术,焊接时间与分控焊接时间是由数字化集成电路组成,控制精度高,性能焊接合格率更高,解决了电流电压不足的缺憾,焊接动力足,操作简便,焊接精准。

该机型采用同步控制技术,焊接时间与分控焊接均由自动化控制系统管理,人机界面,操作智能化、人性化。主体机架采用厚钢板与型材焊接而成,使主体结构更为牢固、紧凑。采用变频调速刹车电机配合斜齿轮减速机连接主轴,使焊接更加稳定、高效。焊接电力电子控制采用了一次压紧分控送电的方法,即在焊接同一排纬丝时,将焊接变压器分开工作,以减小对电力变压器的要求。湖北黄冈钢筋网片排焊机型号

 898995850
898995850





