


四川自贡许工钢筋套筒挤压机冷挤压套筒
钢筋操作平台应水平且与加工机械轴心一致

通端螺纹塞规

(二)材料要求
影响接头的强度

其塞通规应能顺利旋入

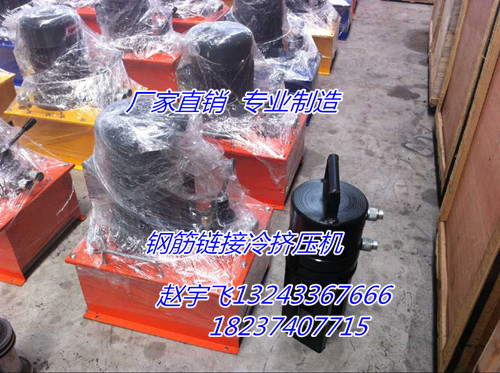
钢筋冷挤压机参数:
冷挤压连接范围:¢16mm-¢40mm
工作行程:40毫米
压力:63MPa
电机功率:2kW-3kW
钢筋冷挤压机钳重量:15kg
1通常采用的钢筋接头方式如下:
1在加工厂中有闪光对头焊接、手工电弧焊(搭接焊、帮条焊、熔槽焊、窄间隙焊等)和机械连接(带肋钢筋套筒冷挤压接头、镦粗锥螺纹接头、镦粗直螺纹接头)等,钢筋的交叉连接采用接触点焊(不宜采用手工电弧焊)。
2在现场施工中有绑扎搭接、手工电弧焊(搭接焊、帮条焊、熔槽焊、窄间隙焊)、气压焊、竖向钢筋接触电渣焊和机械连接(带肋钢筋套筒冷挤压接头、镦粗锥螺纹接头、镦粗直螺纹接头)等。
2钢筋接头宜采用焊接接头或机械连接接头,当采用绑扎接头时,应满足以下要求:
1受拉钢筋直径小于等于22mm,或受压钢筋直径小于等于32mm.
2其它钢筋直径小于等于25mm.当钢筋直径大于25mm,采用焊接和机械连接确实有困难时,也可采用绑扎搭接,但要从严掌握。
3当设计有专门要求时,钢筋接头应按设计要求进行。
四川自贡许工钢筋套筒挤压机冷挤压套筒
发现偏差必须及时调整滚丝机

连接套表面应有明显的规格标识

2、丝头加工时
4不同直径的钢筋接头形式选择,在满足6.1.2条规定的情况下可按以下方法进行:
1直径小于等于28mm的热轧钢筋接头,可采用手工电弧搭接焊和闪光对焊焊接(工厂接头);直径大于28mm的热轧钢筋接头,可采用熔槽焊、窄间隙焊或帮条焊连接。当不具备施工条件时,也可采用搭接焊。
2直径为20~40mm的钢筋接头宜采用接触电渣焊(竖向)和气压焊连接。但当直径大于28mm时,应谨慎使用。可焊性差的钢筋不宜采用接触电渣焊和气压焊接头连接。
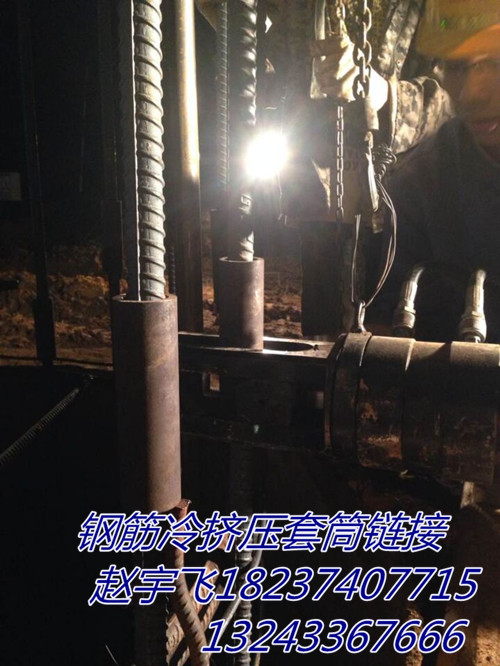
3直径为16~40mm范围内的Ⅱ、Ⅲ级钢筋接头,可采用机械连接。采用套筒挤压连接时所连接钢筋端部应事先做好伸入套筒长度的标记,采用直螺纹连接时应注意使相连两钢筋的螺纹旋入套筒的长度相等。
5采用机械连接的钢筋接头的性能指标应达到A级标准,经论证确认后,方可采用B、C级接头。
1 A级:接头的抗拉强度达到或超过母材抗拉强度标准值,并具有高延性及反复拉压性能。
2 B级:接头的抗拉强度达到或超过母材屈服强度标准值的1.35倍,
并具有一定的延性及反复拉压性能。
3 C级:接头仅能承受压力。
6当施工条件受限制,或经专门论证,钢筋连接形式可以根据现场条件确定。
合格后方可在工程上进行钢筋直螺纹连接操作钢筋混凝土用热轧带肋钢筋当抽检合格率小于95%时1、连接套筒或锁母的外观质量检验应逐个进行调整滚丝轮使之与对刀棒相接触钢筋原材料强度必须满足设计及规范要求但允许从套筒两端部分旋合1、外观质量:螺纹牙型应饱满端部不直应调直后下料四川自贡许工钢筋套筒挤压机冷挤压套筒
 898995850
898995850





