


浙江数控钢筋网焊网机
7.主轴采用45号圆钢(无扭断现象.减少维修时间);
8.添加两个主轴固定轴承(稳定性更高);
9.一体式电机减速机(控制方便.刹车及时);
10.变压器水冷变压器(焊接丝经范围大);
11.拉网采用三相松下伺服电机(动力足.拉网速度快.缩短拉网时间);
12.所有控制系统均在控制柜面板上(便于操作.减少占地空间);
13.威纶PLC控制器采用触摸屏.汉字显示(便于操作对工人无技术要求);
14.PLC采用松下品牌(比一般国产的质量好.故障率降低)。

浙江数控钢筋网焊网机
冷却水要求
1.冷却循环系统工作压力 0.3MPa,进水口、出水口压降 0.10-0.15MPa。
2.水质应符合工业用水水质标准,采用清洁、中性到微碱性(dH:7°~8°、pH:7~8)的水。
3. 焊机入水口温度应在 5~40℃范围内,最大不超过 45℃。
4.冬季结冰地区,应采取措施将焊机冷却管路系统添加防冻液(如乙二醇型发动机冷却液) 防止低温结冰损坏机器。 为了适应国内市场,客户可选购我厂配套的(冷却系统)。
供电电源变压器与焊机的主电柜连接电缆应小于 100 米,每相至少为 3 根 120 平方毫米铜线,最大压降 5%;零线为 16 平方毫米的铜线;主电柜到焊接变压器 为 12 根 120 平方毫米铜线,每根最长 10 米。 控制柜、主电柜、焊接主机接地线用 120 平方毫米铜线,各 1 根。 电机、水泵应可靠接地。
根据电气线路图接通各部分电气元件,并严格检查,保证电路安全。

焊网机控制系统方面采用大规模智能芯片,高度集成化设计,使核心控制系统完全集成再一个体积很小的控制器中,这个控制器集强电弱点控制的所有功能。只需经过标准插件引出很少的阴线便可控制整部机器运行,无需中间续电器,转换电路板等赘余部件。传感器全部采用二线制,从而最大限度的简化线路方便用户,并且功能强大实用还拥有其他控制系统不具备的功能。(例:二线制接线方式只有两种,用户自行更换时正负极接反,只需更换即可。三线制产生九种接法,很少有用户能自行更换)

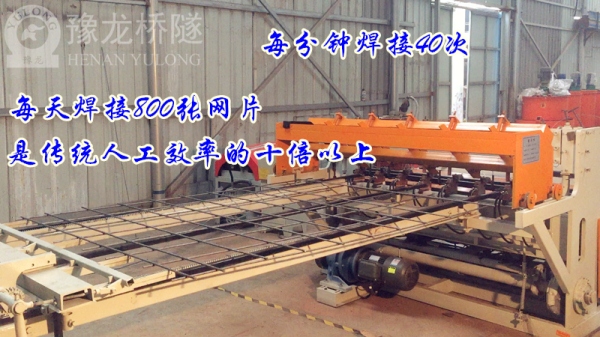
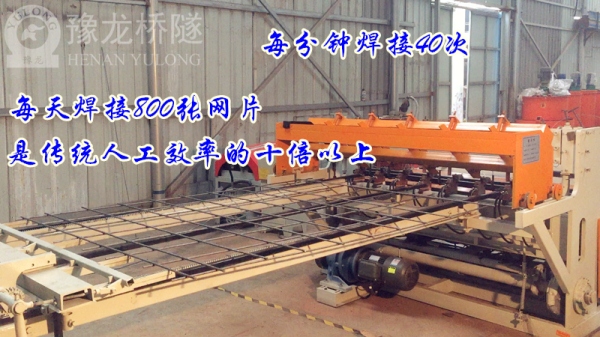
焊接时间的对比:人工焊接一片钢筋网1人需用时2~3分钟,劳动强度大,焊接所产生的电焊火花飞溅易造成皮肤灼伤,长时间焊接会引起眼睛视力下降,焊接过程中会产生有害气体和烟尘。
焊网机制作一片钢筋网需用时40秒,与人工焊接相比有明显的提高,劳动强度低。焊接时不会出现光污染、空气污染等不利因素。浙江数控钢筋网焊网机

 898995850
898995850





