




一 工艺概述
某隧道采用超前支护方式对不良地质进行预加固。对隧道自稳时间小于完成支护所需时间的地段进行超前支护。对于隧道洞身Ⅴ级围岩段一般采用小导管支护施工工艺进行超前支护。
二 适用条件
对于隧道不良地质地段可适用于小导管支护施工工艺进行超前支护进行预加固。一般情况下隧道洞身Ⅴ级围岩地段可采用小导管超前支护。
三 作业内容
1 小导管加工;2 钻孔;3 运输和安装;4 注浆。
四 质量标准及检验方法
1原材料及成品、半成品质量检验
1)小导管
(1)小导管所用的钢管进场检验必须符合现行国家产品标准和施工图要求。
(2)小导管所用钢管的品种和规格必须符合施工图要求。
2)注浆液
(1)注浆液采用水泥浆液,其配合比必须符合施工图要求。
(2)注浆液应具有良好的流动性、可灌性、凝胶时间可根据需要调节、固化时收缩小,浆液与围岩、混凝土、砂土等粘结力强,固结体具有高强度和良好的抗渗性、稳定性、耐久性,注浆材料和固结体无毒、无意味、无污染、对人体无害,要求的注浆工艺及设备简单、操作安全方便。
(3)一般情况下应采用强度等级不低于32.5的水泥系浆材,不宜采用化学浆材。
2 小导管安装质量检验标准
1)小导管
小导管的施工允许偏差必须符合下表1的规定。
2)注浆液
(1)注浆液配合比应进行设计,并进行工程试验确定。
(2)注浆深度和范围应符合施工图要求。

五 施工准备
1施工前必须根据施工图标示的工程及水文地质资料进行研究。
2根据工程进展情况,提前加工好小导管,并合理储放。
3根据现场的地质条件进行试验确定注浆液的各种参数,来指导现场施工。
4检查机具设备和风、水、电等管线路,并试运转,确保各项作业正常进行。
六 施工机械及工艺装备

七 工艺及质量控制流程
小导管施工工艺及质量控制流程见下图:

八 工艺步序说明
1 按施工图要求在开挖面上准确画出本循环需要设的小导管孔位。
2 钻孔
移动多功能作业台架就位,采用气腿式凿岩机进行钻孔,用人工或凿岩机将小导管顶入,钢管尾端外露足够长度,超前小导管外插角严格按施工图要求施做,尾部与钢架焊接在一起。超前小导管与线路中线方向大致平行。孔位钻设偏差不超过125px,孔眼长大于小导管长。
3 钢管加工及施工
将前端加工成尖锥状,尾部焊Ф6加肋筋。除尾部1m外,管壁四周钻注浆孔。
4 钢管插入及孔口密封处理
5 钢管由专用顶头顶进,顶进钻孔长度≮90%管长。钢管尾端除焊上挡圈外,再用胶泥麻筋缠箍成楔形,以便钢管顶进孔内后其外壁与岩壁间隙堵塞严密。钢管尾端外露足够长度,并与钢支撑焊接在一起。钢管顶进时,注意保护管口不受损变形,以便与注浆管路连接。注浆前导管孔口先检查是否达到密封标准,以防漏浆。
6 注浆
采用高压注浆泵压注浆,注浆压力为1.0~1.5Mpa,一般按单管达到施工图标示注浆量作为结束标准。当注浆压力达到终压不少于20min,进浆量仍达不到注浆终量时,亦可结束注浆。注浆结束后,将管口封堵,以防浆液倒流管外。
九 作业组织
小导管超前支护施工工艺劳动力组织见下表:

八 工艺步序说明
1 按施工图要求在开挖面上准确画出本循环需要设的小导管孔位。
2 钻孔
移动多功能作业台架就位,采用气腿式凿岩机进行钻孔,用人工或凿岩机将小导管顶入,钢管尾端外露足够长度,超前小导管外插角严格按施工图要求施做,尾部与钢架焊接在一起。超前小导管与线路中线方向大致平行。孔位钻设偏差不超过125px,孔眼长大于小导管长。
3 钢管加工及施工
将前端加工成尖锥状,尾部焊Ф6加肋筋。除尾部1m外,管壁四周钻注浆孔。
4 钢管插入及孔口密封处理
5 钢管由专用顶头顶进,顶进钻孔长度≮90%管长。钢管尾端除焊上挡圈外,再用胶泥麻筋缠箍成楔形,以便钢管顶进孔内后其外壁与岩壁间隙堵塞严密。钢管尾端外露足够长度,并与钢支撑焊接在一起。钢管顶进时,注意保护管口不受损变形,以便与注浆管路连接。注浆前导管孔口先检查是否达到密封标准,以防漏浆。
6 注浆
采用高压注浆泵压注浆,注浆压力为1.0~1.5Mpa,一般按单管达到施工图标示注浆量作为结束标准。当注浆压力达到终压不少于20min,进浆量仍达不到注浆终量时,亦可结束注浆。注浆结束后,将管口封堵,以防浆液倒流管外。
九 作业组织
小导管超前支护施工工艺劳动力组织见下表:
十 生产效率及材料消耗
通过现场统一合理安排,有效的提高生产效率,降低各种消耗。
根据设计要求和现场围岩级别及岩性等情况确定各种材料消耗。
十一 施工安全及环境保护
1 施工安全
1) 施工作业前必须认真检查和处理支护作业区的危石,施工机具应布置在安全地带。
2) 施工用作业台架应牢固可靠,并应设置安全栏杆。
3) 必须定期检查电源线路和设备的电器部件,确保用电安全。
4) 施工中应经常检查输料管、接头的磨损情况,当有磨损、击穿或松脱等现象时应及时处理。
5) 施工中检修机械或设备故障时,必须在断电、停风条件下进行,检修完毕向机械设备送电送风前必须事前通知有关人员。
6) 当采用加大风压处理堵管事故时,应先关机将输料管顺直,紧按喷嘴,喷嘴前方不准站人,疏通管路的工作风压不得超过0.5Mpa。
2 环境保护
1)开始施工前,必须进行环境因素识别,确定重要环境因素,制定相应的管理方案。
2)临时工程及现场布置应采取措施保护自然环境。
3)施工废水不得随意丢弃,并在洞门口设置污水处理池,经处理后再排放到或倒置指定地点。


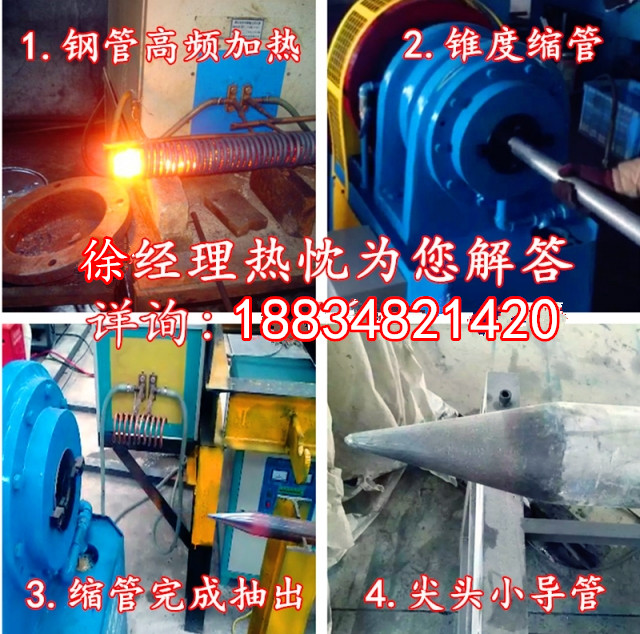
一、小导管尖头成型机的操作说明:
1、将本机置于室内平整地面上,有可靠的接地(或者接零)。
2、向油箱内注入牌号L-HM46#的抗磨液压油,油位加注至液位计顶端。
3、配备水箱,按装水泵,接上水管。
4、检查料架前侧的导向套、加热铜管及机架进料口是否在一条线上,即保证在操作时,进料顺畅。
5、检查电控箱里的电路及脚踏开关等是否有异常,如电路未发现异常即可接上主机电源线。
6、先启动水泵,确保水循环正常,即电控箱上的缺水指示灯不亮。
7、旋转功率调节按钮,调节输入电流大小。
8、打开定时器,调节加热的时间,一般电流越大,加热所需的时间越短。(加热时间一般在14秒左右)
9、启动油泵,确保油泵油路正常循环。
10、水路及油路都正常循环后,再启动主机进行操作。
二、注意事项:
1、如加工出来的尖头不光滑,则是因为四块锥管模磨损或者锥管模内孔有铁沙,一定要及时更换或者清理。
2、如果缺水指示灯亮起,首先检查水箱内水是否充足,如果充足,则将放水口的调节阀调小,确保水压上来缺水指示灯熄灭了以后,再正常排水。
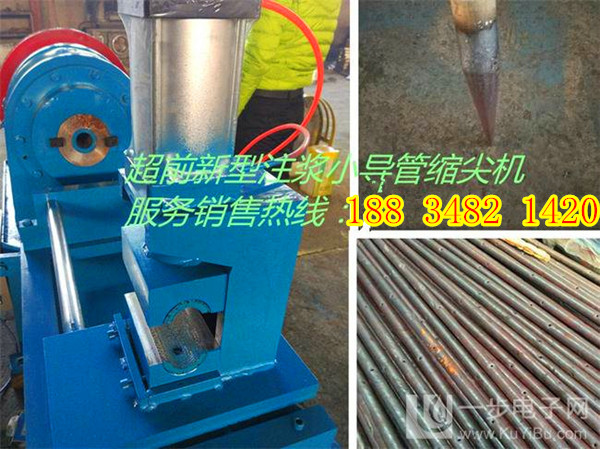
小导管缩尖机特点:该机是我厂的传统机型,也是我厂多年来的主导产品,畅销产品,外形美观,结构紧凑,操作简单,扣压到位时油缸自动回位,可采用手动和自动方式操作,运行平稳可靠,故障率低。模具与模座为轴向滑动。燕尾连接,满足了双碗头胶管的自圌由扣压。
小导管来源于新奥法地下洞室施工, 超前小导管实际上是超前锚杆的发展。小导管壁厚5mm的钢管,直径一般为42mm,也有50mm的,长度不等,短至2m长至十几米,小导管施工完毕后一般会注浆固结岩石,所以也有小导管注浆一词。 从施工效果可以看出,超前小导管具有初期支护效果明显、施工性好、安全性高的优点。超前锚杆应用的部位是以预料发生坍塌的围岩为对象。
技术参数:设备名称:小导管缩尖机 号:GSJ-50 大加工直径:50mm(需提供具体尺寸)高频炉功率:35(KW) 高频炉加热速度:<20s/根电动机功率:5.5(KW) 外形尺寸:1000*1000*1400
超前小导管实际上是在开挖前对围岩施加径向力,与径向锚杆一起作用,在围岩内部形成一个比较完整的承载体,小导管缩尖机厂家从而保持围岩的稳定。它比在开挖之后再进行锚杆施工更为合理。因超前小导管直接承受由于隧洞开挖而引起的围岩应力重分布,是主动地约束。而开挖之后打入的锚杆主要是承受围岩的松弛应力,则是被动地承受。这一点两者是完全不同的。
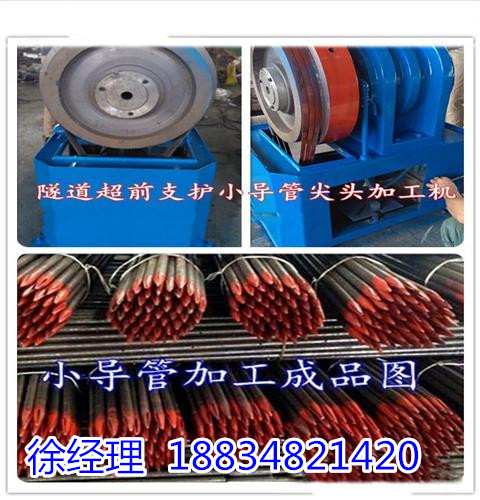
隧道小导管尖头加工机优势明显:
1,可代替5-8名工人,提高产量;
2、不需要乙炔氧气,节省耗材,降低成本;
3、加工的成品标准统一,符合技术标准
|
传统加工和小导管专用加工机效益对比 |
||
|
对比项目 |
传统人工方式 |
小导管尖头加工机 |
|
耗材成本 |
乙炔/罐+氧气/罐=110元 |
无(大大节省耗材成本) |
|
电费 |
3kWh |
5.5kWh |
|
产量 |
1人/小时20根 |
6根/分钟×60分钟=360根 |
|
成品质量 |
粗糙 |
标准美观 |
小导管尖头专用加工机专用尖头加工机主要应用于隧道超前小导管尖头自动化加工,主要特点:用于加工超前小导管锥形尖头的自动化加工,有噪音小、易操作、产量高、性能稳定等特点。超前小导管小导管尖头机规格小导管在隧道开挖时承受地层的压力,为保证灌浆质量防止漏浆,小导管的尾部需设置封堵孔。
中国产业海外发展协会会长胡卫平介绍说,从2012年至今,中国非金融类对外直接投资流量连续多年稳居世界第三位,小导管加工机小导管规格存量已升至第八位。他表示,国际产能合作已经成为促进“一带一路”建设的重要实现形式以及发展中国对外投资的重要内容。



 898995850
898995850





