


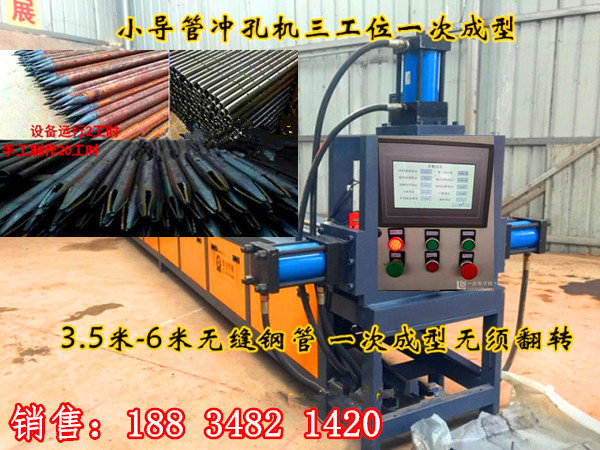


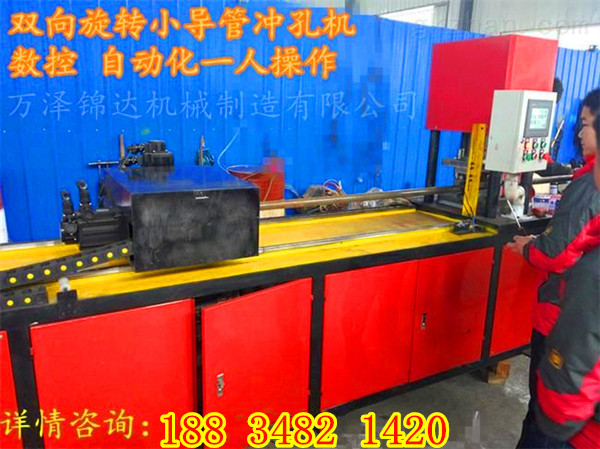
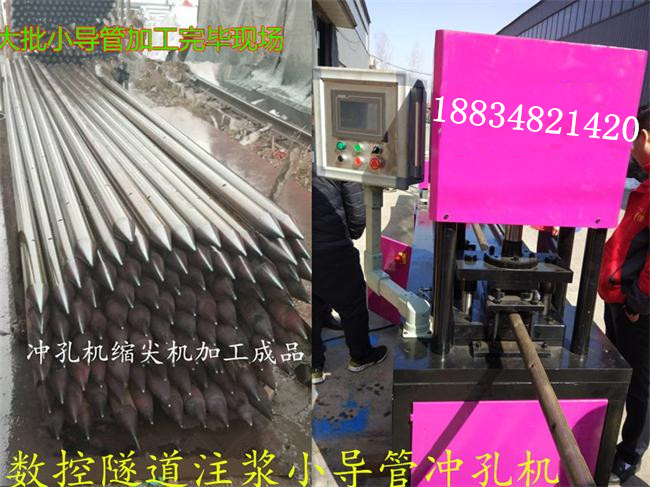
【隧道注浆小导管冲孔机缩尖机】产品简介
用途特点:本设备主要用于型材冲孔,自动将型材冲出符合图纸要求的各种孔,可以冲圆管、方管、角铁、槽钢等各种型材。
应用领域:建筑钢支撑圆管冲孔,吊篮方管冲孔,钢模板角铁冲孔,展示架冲孔,防护栏冲孔等等
送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。
运动控制:采用先进的PLC控制器,触摸屏操作,简单方便。
寿命保证:本设备标准件均为名优配件,基础件加工采用数控加工制作,装配精度高,做大限度延长设备使用寿命。
【隧道注浆小导管冲孔机缩尖机】产品使用范围
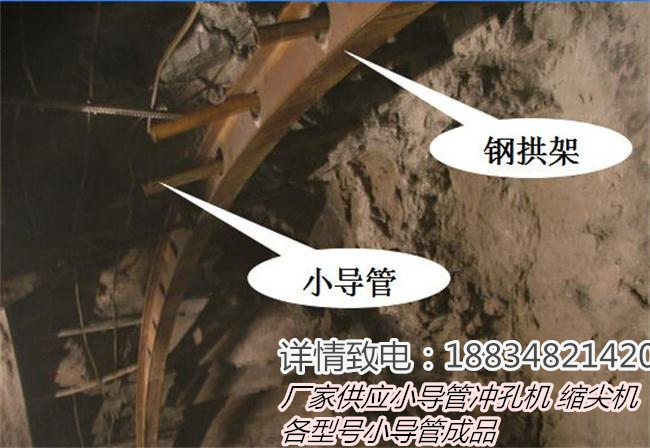
1 小导管注浆是浅埋暗挖隧道支护的一种措施。在软弱、破碎地层中凿空后极易塌孔,且施作超前锚杆比较困难或者结构断面较大时,应采取超前小导管支护。超前小导管支护必须配合钢拱架使用。在条件允许时,也可在地面进行超前注浆加固;在有导洞时,也可在导洞内对隧道周边进行径向注浆加固。
2 小导管注浆支护的一般测如下:钢管直径30 - 50mm 钢管长 3 - 5m ,钢管钻设注浆孔间距为 100 - 150 mm ,钢管沿拱的环向布置间距为 300 - 500 mm .钢管沿拱的环向外插角为 10°一 15° ,小导管是受力杆件,因此两排小导管在纵向应有一定搭接长度,钢管沿隧道纵向的搭接长度一般不小于1m .
导管安装前应将工作面封闭严密、牢固,清理干净,并测放出钻设位置后方可施工.
3 采用小导管加固时,为保证工作面稳定和掘进安全,应确保小导管安装位置正确和足够的有效长度,严格控制好小导管的钻设角度。用作小导管的钢管钻有注浆孔,以便向土体进行注浆加固,也有利于提高小导管自身刚度和强度。
4 小导管注浆宜采用水泥浆或水泥砂浆。浆液必须充满例借及周围空隙,注浆量和注浆压力应由试验确定。
小导管在隧道开挖时承受地层的压力,为保证灌浆质量防止漏浆,小导管的尾部需设置封堵孔。
【隧道注浆小导管冲孔机缩尖机】产品参数
|
类别 |
参数 |
||
|
1. |
加工属性 |
可冲材质:各种铁、铝、铜、不锈钢等 |
|
|
2. |
加工类型 |
圆、方、长方,椭圆,异型管及各种形状孔 |
|
|
3. |
加工设定类别 |
单冲孔、不等距冲孔、等距冲孔 |
|
|
|
|
360°旋转冲孔、单(双)侧冲功能 |
|
|
4. |
可冲孔径及厚度 |
Φ50×τ3~Φ16×τ11mm |
|
|
5. |
加工管材直径 |
圆管Φ16-----Φ120 mm |
|
|
方管20×20-------100×100 mm |
|
||
|
角铁 30×30--------75×75mm |
|
||
|
槽铁 25×50--------60×120mm |
|
||
|
以上可定制 |
|
||
|
6. |
冲孔孔距 |
0.1mm------12000mm 200孔(可定制) |
|
|
7. |
冲孔速度 |
2.0秒/个,100mm冲程 |
|
|
8. |
长冲孔距离 |
1-12000mm(可定制) |
|
|
9. |
标准加工长度 |
1-12000mm(可定制) |
|
|
10. |
伺服快送料速度 |
40000mm/分钟 |
|
|
11. |
主电机功率 |
5.5-11kw |
|
|
12. |
高端配置 |
台湾台达控制系统,触控屏幕设定 |
|
|
|
|
CNC控制系统 |
|
|
|
|
ABBA(台灣)或上银(台灣)直线导轨 |
|
|
|
|
伺服电机运动、160行星减速机 |
|
注浆施工应根据土质条件选择注浆法:在砂卵石地层中宜采用渗入注浆法;在砂层中宜采用挤压、渗透注浆法;在粘土层中宜采用劈裂或电动硅化注浆法;在淤泥质软土层中宜采用高压喷射注浆法。
注浆材料应具备良好的可注性,固结后应有一定强度、抗渗、稳定、耐久和收缩小,浆液须无毒,注浆工艺应简单、方便、安全注浆材料的选用和配比的确定,应根据工程条件,经试验确定。
注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围

一、小导管尖头成型机的操作说明:
1、将本机置于室内平整地面上,有可靠的接地(或者接零)。
2、向油箱内注入牌号L-HM46#的抗磨液压油,油位加注至液位计顶端。
3、配备水箱,按装水泵,接上水管。
4、检查料架前侧的导向套、加热铜管及机架进料口是否在一条线上,即保证在操作时,进料顺畅。
5、检查电控箱里的电路及脚踏开关等是否有异常,如电路未发现异常即可接上主机电源线。
6、先启动水泵,确保水循环正常,即电控箱上的缺水指示灯不亮。
7、旋转功率调节按钮,调节输入电流大小。
8、打开定时器,调节加热的时间,一般电流越大,加热所需的时间越短。(加热时间一般在14秒左右)
9、启动油泵,确保油泵油路正常循环。
10、水路及油路都正常循环后,再启动主机进行操作。
二、注意事项:
1、如加工出来的尖头不光滑,则是因为四块锥管模磨损或者锥管模内孔有铁沙,一定要及时更换或者清理。
2、如果缺水指示灯亮起,首先检查水箱内水是否充足,如果充足,则将放水口的调节阀调小,确保水压上来缺水指示灯熄灭了以后,再正常排水。
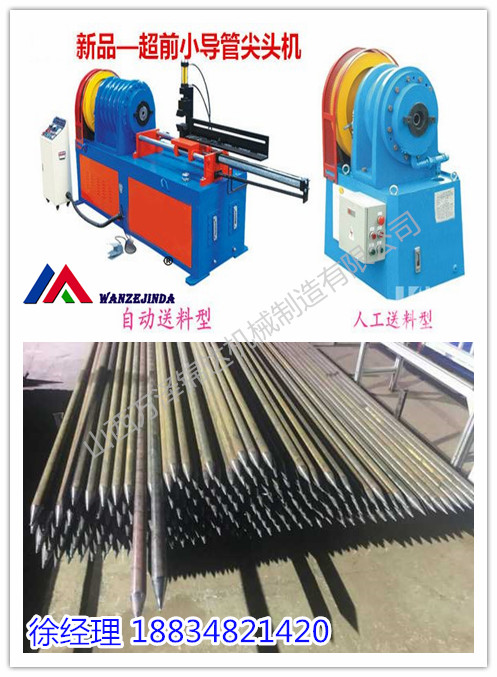
小导管缩尖机特点:该机是我厂的传统机型,也是我厂多年来的主导产品,畅销产品,外形美观,结构紧凑,操作简单,扣压到位时油缸自动回位,可采用手动和自动方式操作,运行平稳可靠,故障率低。模具与模座为轴向滑动。燕尾连接,满足了双碗头胶管的自圌由扣压。
小导管来源于新奥法地下洞室施工, 超前小导管实际上是超前锚杆的发展。小导管壁厚5mm的钢管,直径一般为42mm,也有50mm的,长度不等,短至2m长至十几米,小导管施工完毕后一般会注浆固结岩石,所以也有小导管注浆一词。 从施工效果可以看出,超前小导管具有初期支护效果明显、施工性好、安全性高的优点。超前锚杆应用的部位是以预料发生坍塌的围岩为对象。
技术参数:设备名称:小导管缩尖机 号:GSJ-50 大加工直径:50mm(需提供具体尺寸)高频炉功率:35(KW) 高频炉加热速度:<20s/根电动机功率:5.5(KW) 外形尺寸:1000*1000*1400
超前小导管实际上是在开挖前对围岩施加径向力,与径向锚杆一起作用,在围岩内部形成一个比较完整的承载体,小导管缩尖机厂家从而保持围岩的稳定。它比在开挖之后再进行锚杆施工更为合理。因超前小导管直接承受由于隧洞开挖而引起的围岩应力重分布,是主动地约束。而开挖之后打入的锚杆主要是承受围岩的松弛应力,则是被动地承受。这一点两者是完全不同的。
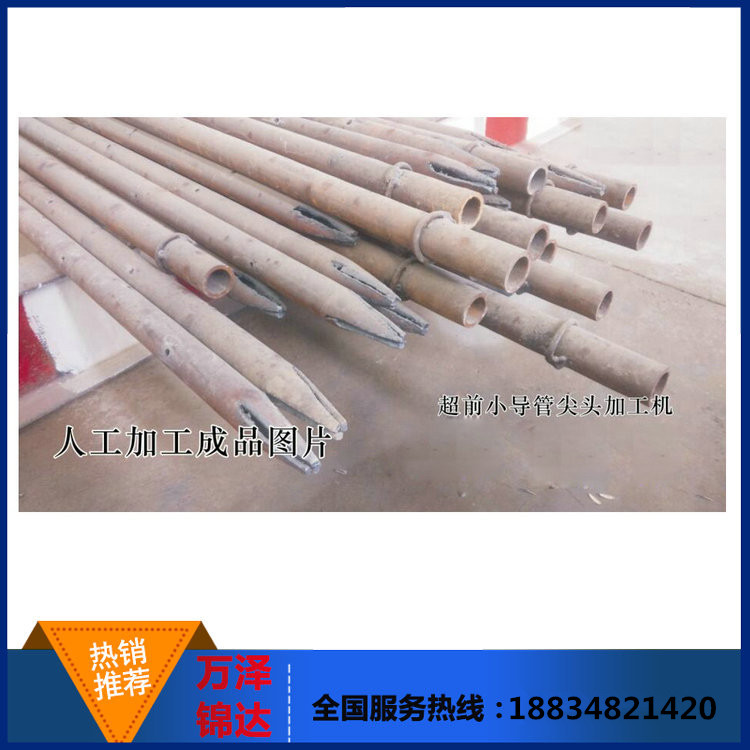
隧道小导管尖头加工机优势明显:
1,可代替5-8名工人,提高产量;
2、不需要乙炔氧气,节省耗材,降低成本;
3、加工的成品标准统一,符合技术标准
|
传统加工和小导管专用加工机效益对比 |
||
|
对比项目 |
传统人工方式 |
小导管尖头加工机 |
|
耗材成本 |
乙炔/罐+氧气/罐=110元 |
无(大大节省耗材成本) |
|
电费 |
3kWh |
5.5kWh |
|
产量 |
1人/小时20根 |
6根/分钟×60分钟=360根 |
|
成品质量 |
粗糙 |
标准美观 |
小导管尖头专用加工机专用尖头加工机主要应用于隧道超前小导管尖头自动化加工,主要特点:用于加工超前小导管锥形尖头的自动化加工,有噪音小、易操作、产量高、性能稳定等特点。超前小导管小导管尖头机规格小导管在隧道开挖时承受地层的压力,为保证灌浆质量防止漏浆,小导管的尾部需设置封堵孔。
中国产业海外发展协会会长胡卫平介绍说,从2012年至今,中国非金融类对外直接投资流量连续多年稳居世界第三位,小导管加工机小导管规格存量已升至第八位。他表示,国际产能合作已经成为促进“一带一路”建设的重要实现形式以及发展中国对外投资的重要内容。



 898995850
898995850





