







1 卡箍接头管端焊接:
首先要将管口焊点清理干净。在密封圈内侧及外表面涂以润滑脂,然后把密封圈套在已焊好的钢管一侧,使待接的另跟 钢管靠拢,对正中心、同轴平直,调整好两管之间的间隙(此间隙根据钢管长度和按长时温度计计算而得);
① 检查管端密封面有无影响密封效果的撞痕,裂纹等,若有此现象,需处理后方可进行焊接;
②用气焊把管道坡口上油漆烤除,再用钢丝刷清除干净,直至发亮;
③ 对焊前先检查钢管轴线与管端面是否垂直。合格后将管端与管子对正,要求钢管面与管端面垂直与轴线;
④为防止管端密封面不受焊接渣液飞溅粘着,焊接时应对密封面采取保护措施;⑥管接头的管端焊缝应符合受压容器焊接技术(JB1613-75)规定,严寒季节焊接时,应对钢管端部及管端进行预热。
端管按照以上方法安装后,待冷却后,将密封圈按照图示装在两端管道中间。做法如下:先将胶圈翻转,即将里封密面翻到外面,然后戴到其中任一端管上,调整到合适位置,然后将胶圈外缘拉起,扣盖在另一端管上,调整密封圈在两端管上的位置,应使密封圈处在两个端管的中间。为方便胶圈的顺利安装可以尝试将胶圈边翻起来并涂抹凡士林润滑。然后把卡箍分瓣扣在端管上,用螺栓将外卡进行固定,应注意:螺栓的紧固应用对角法同时渐次交替进行,紧固螺栓的同时,应用锤敲击外卡,这样可以使密封圈包覆均匀,可避免接口处外卡对密封圈的挤畸现象。焊接完成后应剔除或修复密封面的毛刺、碰伤、划痕和污垢,然后喷涂防锈油漆。
2、卡箍接头刚环焊接:
接头安装前,先将端管焊接在管线两端,做法是:卸下螺栓,将卡箍打开,将端管按照技术参数的安装长度对应管子点固定,调整两端管的平行度后,进行焊接。
①焊接前应检查钢管两端(距端面约30~50mm)有无影响密封效果的撞痕、裂纹等,若有此现象需处理后方可进行焊接;
②在管子外壁上将限位钢环的位置尺寸用样板划好线,按线将纲环点焊接定位(保证限位环紧贴管壁), 如图:其中L=H/2钢环半径。
③将限位环与管子焊接。一般中、低压管道允许单面焊接或间断焊接。但需保证限位环在承受轴向拉力时不被拉脱。焊接 高度要保证将限位环与管壁间缝隙填满且不超过限位环,焊接需平整。
3、安装外卡 :
将外卡包覆橡胶密封圈,使密封圈完全嵌入外卡的密封室内,依次压紧螺栓(必须是依次压紧,避免单侧压力过大造成密封圈受损),安装完毕,通水试压.
4、意外泄露处理 :
①依次松开螺栓,然后再压紧,其过程中可用锤对外可进行位置矫正.
②方法1无效的情况下拆卸外卡,检查密封圈是否安装过程中破裂,可更换密封圈进行解决.
③以上方法均无效可联系郑厂家进行指导处理.
综上所述,卡箍式柔性管接头由外卡、密封圈、内卡连接件、紧固螺栓等组成,具有结构合理、受力强度高,良好的自封密作用等作用,其管道连接处在柔性状态,相邻两个端管允许有一定的转角。当管道需要翻转时,只需把接头的几个螺栓拆除即可翻转任意角度,不需要割开和焊接,节约了大量辅助工作量和费用,减轻了劳动强度,缩短了施工工期。



产品特点
◆ 引进美国技术,DN50-DN5000均采用加强筋型,强度更大,承压更高
◆ 模具齐全,应变能力强,可生产锻造、铸造、钢制卡箍接头,耐高压可达260bar
◆ 20年卡箍生产经验,专业模具设计,无可挑剔
◆ 国内首家推出免拆卸卡箍,直接焊接,省工省时
◆ 采用超长铸件,使卡箍瓣数更少,安装更方便
◆ 拥有锻造卡箍、铸造卡箍、钢制卡箍,满足各种要求
◆ 特大型KRHD/KRH型钢质柔性接头/钢型钢制柔性接头5000mm,行业领先
◆ 价格合理
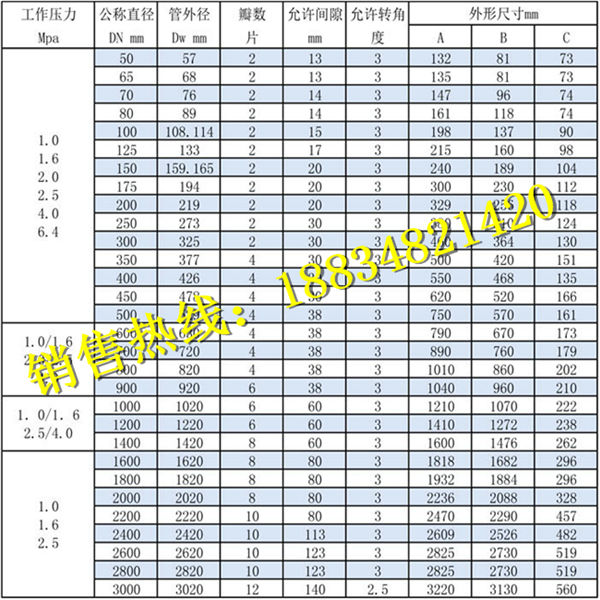
技术参数
|
公称压力PN(MPa) |
公称直径(DN) |
钢管外径D |
大伸缩量E |
允许大转角θ |
钢管壁厚δ |
径向大外廓尺寸Φ |
参考质量(Kg/套) |
|
|
|
||||||||
|
|
||||||||
|
10 |
50 |
57 |
6 |
6.0 |
4 |
140 |
3.2 |
|
|
65 |
73 |
6 |
4.7 |
4 |
155 |
3.7 |
|
|
|
80 |
89 |
6 |
3.8 |
5 |
176 |
5.1 |
|
|
|
100 |
108 |
6 |
3.1 |
5 |
200 |
6.8 |
|
|
|
125 |
133 |
8 |
3.4 |
6 |
237 |
8.7 |
|
|
|
150 |
159 |
8 |
2.8 |
7 |
261 |
9.5 |
|
|
|
175 |
194 |
8 |
2.3 |
8 |
316 |
12.0 |
|
|
|
4.0 |
100 |
108 |
6 |
3.1 |
4 |
200 |
6.4 |
|
|
125 |
133 |
8 |
3.4 |
4 |
237 |
8.2 |
|
|
|
150 |
159 |
8 |
2.8 |
5 |
261 |
9.0 |
|
|
|
175 |
194 |
8 |
2.3 |
5 |
310 |
11.4 |
|
|
|
200 |
219 |
8 |
2.0 |
6 |
345 |
16.5 |
|
|
|
225 |
245 |
8 |
1.8 |
6 |
375 |
25.3 |
|
|
|
250 |
273 |
8 |
1.6 |
7 |
405 |
34.8 |
|
|
|
300 |
325 |
8 |
1.5 |
8 |
460 |
45.0 |
|
|
|
2.5 |
200 |
219 |
8 |
2.0 |
6 |
340 |
15.6 |
|
|
225 |
245 |
8 |
1.8 |
6 |
370 |
24.0 |
|
|
|
250 |
273 |
8 |
1.6 |
7 |
400 |
33.0 |
|
|
|
300 |
325 |
8 |
1.5 |
7 |
455 |
42.8 |
|
东营滨州矿用喇叭口卡箍不锈钢快装接头河池百色矿用卡箍不锈钢优质管道卡箍贵州六盘对焊式卡箍接头水下管道高压快接阿里日喀则管道抢修卡箍矿用卡箍低价长春四平矿用铸铁管道接头内蒙高压卡箍 新乡平顶山 钢环式卡箍煤矿沟槽式273快速管接头定西庆阳卡箍式柔性管接头煤矿用柔韧性卡箍林芝拉萨钢环焊接卡箍矿用高压管道连接件海南五指山矿用铸铁管道接头排杂质快速接头
三、使用方法
钢管连接前钢管须用专用滚槽机或车槽机在钢管周围上开出标准深度的凹槽,镀锌钢管用滚槽方式在钢管上滚压出凹槽,厚壁钢管可用车槽方式开槽,钢管可跟相应尺寸的弯头之通法兰,用卡箍连接,还用于连接钢管.铜管.不绣钢管.铝塑复合管.内涂塑料管.无缝钢管.厚壁塑料管.球墨铸铁管及带有刚性接头的软管.刚性管片连接方式使系统不具柔性,管卡卡紧后可与钢管形成刚性一体,在吊具跨度比较大时,使管道依靠自身刚性支撑连接.



 898995850
898995850





