


KNi-70B/ENiCrFe-2
Fleetweld® 5P+ E6010 用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充、盖面焊
Supra® E6012用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Panta® E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Pantafix E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Omnia® E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Omnia® 46 E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Omnia® 46+ E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Cumulo® E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Universalis® E6013用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充
Ferrod 165A E7024-1 用于平焊及横角焊,在手工焊或重力焊时具有良好的焊接工艺性能
Ferrod 135T E7024用于平焊及横角焊,在手工焊或重力焊时具有良好的焊接工艺性能
Ferrod 160T E7024用于平焊及横角焊,在手工焊或重力焊时具有良好的焊接工艺性能
Gonia 180 E7024用于平焊及横角焊,在手工焊或重力焊时具有良好的焊接工艺性能
Baso® 48 SP E7018-1 H8用于低温钢结构的对接焊及角焊,该焊条符合AWS A5.1E7018-1
Baso® 49 E7018 H4难吸潮超低氢焊条,低温韧性好,可用于锅炉、压力容器等焊接
Baso® 51P E7018-1用于低温钢结构的对接焊及角焊,该焊条符合AWS A5.1E7018-1
Baso® 100 E7016 H4R低氢型焊条全位置焊接性能好,用于X80钢管的根焊(上坡焊)。
Baso® 120 E7018 H4R难吸潮超低氢焊条,低温韧性好,可用于锅炉、压力容器等焊接
Baso® G E7018-1 H4R难吸潮超低氢焊条,低温韧性好,可用于锅炉、压力容器等焊接
Baso® 26V E 7048 H8用于管道的对接焊.向下立焊时焊接工艺性能优良,焊缝金属具有良好的力学性能
Conarc® 48 E7018-1 H4R难吸潮超低氢焊条,低温韧性好,可用于锅炉、压力容器等焊接
Conarc® 49 E7018 H4R难吸潮超低氢焊条,低温韧性好,焊接重要结构
Conarc® 49C E7018-1 H4R难吸潮超低氢焊条,低温韧性好,可用于锅炉、压力容器等焊接
Conarc® 51 E7016-1 H4R低氢型焊条全位置焊接性能好,用于X80钢管的根焊(上坡焊)
LINCOLN® 7018-1 E7018-1用于低温钢结构的对接焊及角焊
Conarc® L150 E7028 H4R用于横角焊,烘干:70~100℃×0.5~1h
Conarc® V180 E7028 H4R用于横角焊,烘干:70~100℃×0.5~1h
Kardo® E6018该焊条是典型的钛钙型焊条
Shield Arc® HYP+ E 7010-P1尤其适用于钢种为X56和X60或L385M/L415MB的管材
Shield Arc® 70+ E8010-G纤维素焊条,可用于X56到X70钢大直径管线焊接
Shield Arc® 90 E 9010-G保证焊缝熔敷金属的优良机械性能、最高金相质量和可靠性
Shield Arc® 6P+ E6010用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充、盖面焊
Shield Arc® 7P+ E7010-P1/E7010-G尤其适用于钢种为X56和X60或L385M/L415MB的管材
Shield Arc® 8P+ E8010-P1是最常用且适应性强纤维素焊条,它能极其充分地满足横贯国家的管道实地焊接的各种严格的要求
Conarc® 55CT E8018-W2-H4R焊接HY80、HY90、T-1等高强钢
Conarc® 60G E9018M-H4焊接HY80、HY90、T-1等高强钢
Conarc® 70G E9018-G-H4焊接HY80、HY90、T-1等高强钢
Conarc® 80 E11018M-H4焊接Mn-Mo型钢,压力容器部件或铸钢件
Conarc® 85 E12018-G-H4R焊接相应强度的低合金钢结构
Kryo® 1 E7018-G-H4R耐大气腐蚀性能优良,用于桥梁,铁路,港口机械等钢结构的焊接
Kryo® 1N E8016-G-H4R耐吸潮超低氢焊条,焊接低温钢,力学性能优良,适合厚板重要结构
Kryo® 1P E8018-G-H4R耐吸潮超低氢焊条,焊接低温钢,力学性能优良,适合厚板重要结构
Kryo® 1-180 E8018-G-H4R耐吸潮超低氢焊条,焊接低温钢,力学性能优良,适合厚板重要结构
Kryo® 2 E9018-G-H4R超低氢焊条,抗裂性能优良,用于焊接屈服强度610Mpa的高强钢
Kryo® 3 E8018-C1-H4低温钢焊条,焊接3.5Ni钢,焊态和热处理后力学性能优良
Kryo® 4 E7016-C2L-H4R用于焊接0.5%Mo钢,也可用于管线焊接
SL®12G E7018-A1-H4R用于焊接0.5%Mo钢,也可用于管线焊接
SL®19G E8018-B2-H4焊接和堆焊Cr:1.25,Mo:0.5铬钼钢,适合STC(步冷热处理)焊接
SL®19G(STC) E8018-B2-H4焊接和堆焊Cr:1.25,Mo:0.5铬钼钢,适合STC(步冷热处理)焊接
SL®20G E9018-B3-H4焊接和堆焊Cr:2.25-Mo铬钼钢,适合STC(步冷热处理)焊接
SL®20G(STC) E9018-B3-H4焊接和堆焊Cr:2.25-Mo铬钼钢,适合STC(步冷热处理)焊接
SL®22G E8018-B1-H4焊接和堆焊Cr:1.25,Mo:0.5铬钼钢
SL®502 E8018-B6-H4R焊接和堆焊Cr:4-6%,Mo:0.5铬钼钢
SL®9Cr(P91) E9016-B9-H4焊接和堆焊Cr:8-11%,Mo:2铬钼钢,焊接P91.T91钢
不锈钢焊条
Techalloy 55 AWS无对应
Techalloy 418 ERNiCu-7 MONEL 400 合金自身的焊接;以及 MONEL 400 合金与钢的焊接;用于钢的表面堆焊。
Techalloy 625 ERNiCrMo-3 INCONEL625 、 INCOLOY825 、 INCO25-6Mo 以及 MONEL400 合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
Techalloy 99 ERNiCI
Techalloy 606 ERNiCr-3 INCONEL600 、 601 合金和 INCOLOY800 合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
Techalloy 718 ERNiFeCr-2
Techalloy 208 ERNi-1焊接 200, 201 镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。
Techalloy 617 ERNiCrCoMo-1抗蠕变接头的焊接; INCONEL617 、 INCOLOY800 、 800H 、 800HT 、 HP45 合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达 2100OF
Techalloy 725 AWS无对应
Techalloy 276 ERNiCrMo-4 NCO C-276 及其它 Ni-Cr-Mo 耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
Techalloy 622 ERNiCrMo-10 INCONEL622 及其它 Ni-Cr-Mo 耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
Techalloy 825 ERNiFeCr-1
Techalloy 413 ERCuNi
镍基合金焊條:
Tech-Rod 55 ENiFe-CI
Tech-Rod 122 ENiCrMo-10 INCONEL622 及其它 Ni-Cr-Mo 耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
Tech-Rod 187 ECuNi
Tech-Rod 99 ENi-CI
Tech-Rod 135 AWS无对应
Tech-Rod 190 ENiCu-7
Tech-Rod 112 ENiCrMo-3 INCONEL625 、 INCOLOY825 、 INCO25-6Mo 以及 MONEL400 合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
Tech-Rod 141 ENi-1 ERNi-1焊接 200, 201 镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。
Tech-Rod 276 ENiCrMo-4 NCO C-276 及其它 Ni-Cr-Mo 耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
Tech-Rod 117 ENiCrCoMo-1抗蠕变接头的焊接; INCONEL617 、 INCOLOY800 、 800H 、 800HT 、 HP45 合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达 2100OF
Tech-Rod 182 ENiCrFe-3 INCONEL600 、 601 合金和 INCOLOY800 合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
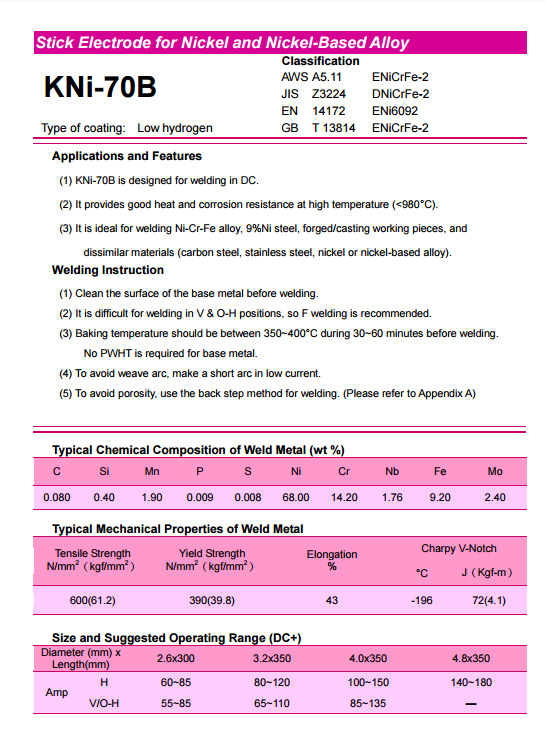
Tech-Rod Weld A ENiCrFe-2抗蠕变接头的焊接、异种材料焊接;马氏体钢、铁素体钢和高镍合金的焊接,含镍 9 %合金钢焊接
|
品名
|
类别
|
AWS型号
|
典型化学成分,%
|
特点和用途
|
|||||
|
C
|
Mn
|
Si
|
Cr
|
Ni
|
Mo
|
||||
|
不锈钢焊条
|
Tech-Rod 2209
|
E2209-16
|
0.02
|
1.65
|
0.52
|
22.4
|
8.9
|
3.3
|
焊UNSN31803类22%Cr双相钢,强度高,耐海水腐蚀等
|
|
Tech-Rod 308L
|
E308L-16
|
0.03
|
1.65
|
0.43
|
19.4
|
9.3
|
|
超低碳308,减少了碳化物析出和晶间腐蚀可能性,低温韧性好,适于超低温应用
|
|
|
Tech-Rod 309L
|
E319L-16
|
0.035
|
1.58
|
0.53
|
23.45
|
12.6
|
|
超低碳309,耐晶间腐蚀,在复合层堆焊及焊接南非热处理的异材接头时优于309
|
|
|
Tech-Rod 310
|
E310-16
|
0.11
|
1.9
|
0.52
|
26.2
|
20.95
|
|
焊接铸锻态的同种合金,也用于异材焊接,全奥氏体焊缝金属,热输入要低
|
|
|
Tech-Rod 310HC
|
E310HC-16
|
0.41
|
2.15
|
0.52
|
26.25
|
21.4
|
|
焊接HK级耐热铸造合金,钢铁石化高温应用
|
|
|
Tech-Rod 316L
|
E316L-16/-17
|
0.035
|
1.75
|
0.52
|
18.7
|
12.65
|
2.30
|
超低碳型316,用于常温下耐硫化物液体和化合物腐蚀,不用于400℃以上高温
|
|
|
Tech-Rod 347
|
E347-16
|
0.55
|
1.65
|
0.52
|
19.15
|
10.15
|
|
铌稳定化不锈钢焊接321(18/8Ti),347,耐腐蚀性好,也可焊310,302,304,304L,308
|
|
|
Tech-Rod 385
|
E385-16
|
0.015
|
2.1
|
0.45
|
20.5
|
25.2
|
4.6
|
焊904L类不锈钢,制造储存硫酸磷酸容器设备等,抗应力腐蚀裂纹,耐点蚀隙蚀
|
|
|
Tech-Rod 410
|
E410-16
|
0.12
|
0.68
|
0.52
|
12.1
|
|
|
焊接403,405,410,416不锈钢,堆焊于碳钢上做耐腐蚀耐磨层,耐气蚀,耐淡水和弱酸侵蚀
|
|
|
Tech-Rod 410NiMo
|
E410NiMo-16
|
0.03
|
0.52
|
0.45
|
12.1
|
4.55
|
0.52
|
焊接和补焊同材铸件,超低碳,抗裂性纫性均优于410,水轮机部件制造和维修的理想材料
|
|

联系人:赵经理(销售)
手机:13327825165
邮箱:xutaihancai@163.com
地址:江苏省南京市13327825165 18616196087 021-51619126 025-68665568 江宁区诚信大道998号 兰州市安宁区富强路 上海浦东区泥城镇 济南市历城区 沈阳市皇姑区经销
电话:
传真:
 898995850
898995850




