
深孔钻中管板孔的加工方法
在管板的检测过程中,主要检测指标是孔位,孔径公差,孔内光洁度,有无毛刺,抠槽位置等等,对于双管板,检测过程中更加注重孔位,两块管板的孔位配合度是很重要的。

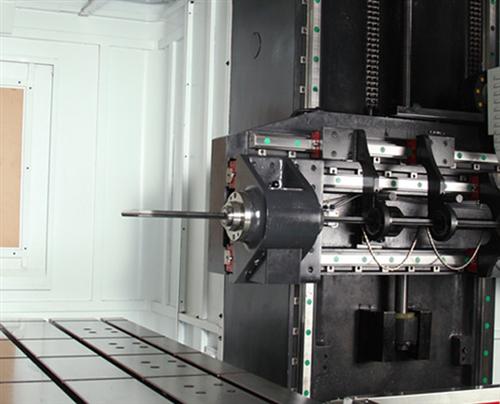
管板孔加工
用于三、四类压力容器的管板需要比较高的精度,传统的孔加工方法是钳工划线,摇臂钻打孔。近年来,随着化工容器的大型化,管板的直径也不断增加,厚度也逐渐加厚,管板加工也引入数控技术,现在普遍使用数控钻床引孔配合摇臂钻做孔加工。利用加工中心做高效率高精度孔加工也渐渐被一些大型企业所接受。目前大型厚重管板在核电,海水淡化,和中央空调换热器领域的需求呈现越来越大的趋势。管板优劣的评判标准在管板的检测过程中,主要检测指标是孔位,孔径公差,孔内光洁度,有无毛刺,抠槽位置等等,对于双管板,检测过程中更加注重孔位,两块管板的孔位配合度是很重要的。一般用数控钻床即可保证。相对于厚板,300mm以上的孔,孔的垂直度就很重要了,这些大直径的厚板,需要更加精密的刀具和设备,特制的龙门加工中心的应用将会越来越普遍。三主轴机床深孔加工的专用设备,装有三根内排销枪杆及钻头,输入程序后能对各种碳素钢、合金钢、不锈钢大厚度锻件管板(包括板)一次装夹能进行数千只深孔的加工。具有自动坐标定位;孔距定位正确,加工精度高,显示屏显示钻孔全过程,对三根主轴的扭矩,轴向力,冷却液的压力、液位、过滤系统等故障具有监控及自动报警之功能。

操作深孔钻床的过程中需求留意哪些?
深孔钻床的用户们比较关心的就是其加工功率,其间包含切削速度和进给速度,切削速度是依据刀具构造、资料和工件原料断定,通常在50-100m/min。进给速度:依据加工工件状况和技术状况断定,通常在10-100mm/min。在对其使用时要想到达较佳的加工功率有许多因素需求留意,下面由咱们的深孔钻床生产技术为我们总结一下。

1、要确保钻杆支架、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。
2、深孔钻床的无级调理进给运动速度的准确控制。
3、坚持足够的压力、流量还有洁净的切削液体系。


内排屑深孔钻在普通车床上的工作情况:被加工工件由车床大拖板上的V形铁定位并用螺栓压板夹紧。钻孔加工时,钻杆由主轴内的专用夹头夹紧并在主轴带动下旋转,工件则由大拖板带动作进给运动。机床工作台上安装了进液器,并通过O形密封圈与工件左端面密封连接。加压切削液由进液器的进液口注入,经过钻杆外径与孔壁间的缝隙流入切削区,对刀具进行冷却,切屑随同切削液一起由钻杆内孔通过专用夹头的出液口从排液箱排出。

 898995850
898995850




