

东莞工程钣金加工|超钜供应商|不断追求精益求精与完美
公司简介:
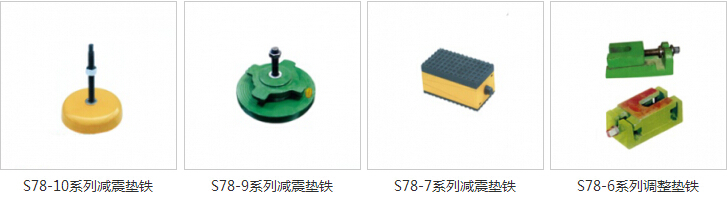
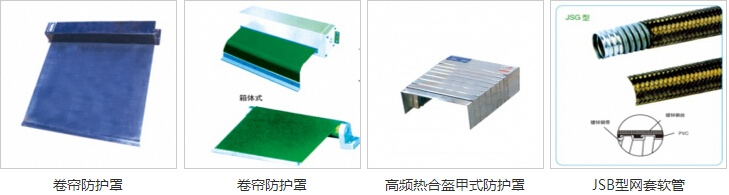
东莞市超钜五金机械制造有限公司是一家专业钣金加工的厂家,成立于2009年,专业生产机床防护罩,机床外壳,机床冷却系统,机架,机箱机柜电箱,机床排屑机等。
我们的优势:
公司拥有一批先进的钣金加工设备:德国通快数控激光切割机、数控转塔冲床、数控折弯机、数控剪板机、氩弧焊、CO2焊机,专业抛光机等专用设备。汇集了一批长期从事钣金制造行业的精英人才,有着多年丰富的加工实践经验和制造管理技术,本着以“科技创新、品质卓越、服务快捷、互惠互利”的经营宗旨,以“达到客户满意”为目标,欢迎广大客户来电,洽谈业务或交流经验。
东莞工程钣金加工|超钜供应商|不断追求精益求精与完美
联系我们;
公司名称;东莞市超钜五金机械制造有限公司
网址;http://www.gdchaoju.com
服务热线;0769-22804591
传真;0769-22804592
联系人;林女士/梁先生
联系电话;15920260650,13415965732
QQ: 2718581567
邮箱;2718581567@qq.com
邮编;523873
地址;东莞市长安镇上沙社区S358省道969号一楼

.jpg)




超钜为您推荐相关资讯:
数控编程的基本概念
1.刀位点
刀位点是刀具上的一个基准点,刀位点相对运动的轨迹即加工路线,也称编程轨迹。
2.对刀和对刀点
对刀是指操作员在启动数控程序之前,通过一定的测量手段,使刀位点与对刀点重合。可以用对刀仪对刀,其操作比较简单,测量数据也比较准确。还可以在数控机床上定位好夹具和安装好零件之后,使用量块、塞尺、千分表等,利用数控机床上的坐标对刀。对于操作者来说,确定对刀点将是非常重要的,会直接影响零件的加工精度和程序控制的准确性。在批生产过程中,更要考虑到对刀点的重复精度,操作者有必要加深对数控设备的了解,掌握更多的对刀技巧。
(1)对刀点的选择原则
在机床上容易找正,在加工中便于检查,编程时便于计算,而且对刀误差小。
对刀点可以选择零件上的某个点(如零件的定位孔中心),也可以选择零件外的某一点(如夹具或机床上的某一点),但必须与零件的定位基准有一定的坐标关系。
提高对刀的准确性和精度,即便零件要求精度不高或者程序要求不严格,所选对刀部位的加工精度也应高于其他位置的加工精度。
选择接触面大、容易监测、加工过程稳定的部位作为对刀点。
对刀点尽可能与设计基准或工艺基准统一,避免由于尺寸换算导致对刀精度甚至加工精度降低,增加数控程序或零件数控加工的难度。
为了提高零件的加工精度,对刀点应尽量选在零件的设计基准或工艺基准上。例如以孔定位的零件,以孔的中心作为对刀点较为适宜。
对刀点的精度既取决于数控设备的精度,也取决于零件加工的要求,人工检查对刀精度以提高零件数控加工的质量。尤其在批生产中要考虑到对刀点的重复精度,该精度可用对刀点相对机床原点的坐标值来进行校核。
(2)对刀点的选择方法
对于数控车床或车铣加工中心类数控设备,由于中心位置(X0,Y0,A0)已有数控设备确定,确定轴向位置即可确定整个加工坐标系。因此,只需要确定轴向(Z0或相对位置)的某个端面作为对刀点即可。
对于三坐标数控铣床或三坐标加工中心,相对数控车床或车铣加工中心复杂很多,根据数控程序的要求,不仅需要确定坐标系的原点位置(X0,Y0,Z0),而且要同加工坐标系G54、G55、G56、G57等的确定有关,有时也取决于操作者的习惯。对刀点可以设在被加工零件上,也可以设在夹具上,但是必须与零件的定位基准有一定的坐标关系,Z方向可以简单的通过确定一个容易检测的平面确定,而X、Y方向确定需要根据具体零件选择与定位基准有关的平面、圆。
对于四轴或五轴数控设备,增加了第4、第5个旋转轴,同三坐标数控设备选择对刀点类似,由于设备更加复杂,同时数控系统智能化,提供了更多的对刀方法,需要根据具体数控设备和具体加工零件确定。
对刀点相对机床坐标系的坐标关系可以简单地设定为互相关联,如对刀点的坐标为(X0,Y0,Z0),同加工坐标系的关系可以定义为(X0+Xr,Y0+Yr,Z0+Zr),加工坐标系G54、G55、G56、G57等,只要通过控制面板或其他方式输入即可。这种方法非常灵活,技巧性很强,为后续数控加工带来很大方便。
3.零点漂移现象
零点漂移现象是受数控设备周围环境影响因素引起的,在同样的切削条件下,对同一台设备来说、使用相同一个夹具、数控程序、刀具,加工相同的零件,发生的一种加工尺寸不一致或精度降低的现象。
零点漂移现象主要表现在数控加工过程的一种精度降低现象或者可以理解为数控加工时的精度不一致现象。零点漂移现象在数控加工过程中是不可避免的,对于数控设备是普遍存在的,一般受数控设备周围环境因素的影响较大,严重时会影响数控设备的正常工作。影响零点漂移的原因很多,主要有温度、冷却液、刀具磨损、主轴转速和进给速度变化大等。
4.刀具补偿
经过一定时间的数控加工后,刀具的磨损是不可避免的,其主要表现在刀具长度和刀具半径的变化上,因此,刀具磨损补偿也主要是指刀具长度补偿和刀具半径补偿。
5.刀具半径补偿
在零件轮廓加工中,由于刀具总有一定的半径如铣刀半径,刀具中心的运动轨迹并不等于所需加工零件的实际轨迹,而是需要偏置一个刀具半径值,这种偏移习惯上成为刀具半径补偿。因此,进行零件轮廓数控加工时必须考虑刀具的半径值。需要指出的是,UG/CAM数控程序是以理想的加工状态和准确的刀具半径进行编程的,刀具运动轨迹为刀心运动轨迹,没有考虑数控设备的状态和刀具的磨损程度对零件数控加工的影响。因此,无论对于轮廓编程,还是刀心编程,UG/CAM数控程序的实现必须考虑刀具半径磨损带来的影响,合理使用刀具半径补偿。
6.刀具长度补偿
在数控铣、镗床上,当刀具磨损或更换刀具时,使刀具刀尖位置不在原始加工的编程位置时,必须通过延长或缩短刀具长度方向一个偏置值的方法来补偿其尺寸的变化,以保证加工深度或加工表面位置仍然达到原设计要求尺寸。
7.机床坐标系
数控机床的坐标轴命名规定为机床的直线运动采用笛卡儿坐标系,其坐标命名为X、Y、Z,通称为基本坐标系。以X、Y、Z坐标轴或以与X、Y、Z坐标轴平行的坐标轴线为中心旋转的运动,分别称为A轴、B轴、C轴,A、B、C的正方向按右手螺旋定律确定。
Z轴:通常把传递切削力的主轴规定为Z坐标轴。对于刀具旋转的机床,如镗床、铣床、钻床等,刀具旋转的轴称为Z轴。
X轴:X轴通常平行与工件装夹面并与Z轴垂直。对于刀具旋转的机床,例如卧式铣床、卧式镗床,从刀具主轴向工件方向看,右手方向为X轴的正方向,当Z轴为垂直时,对于单立柱机床如立式铣床,则沿刀具主轴向立柱方向看,右手方向为X轴的正方向。
Y轴:Y轴垂直于X轴和Z轴,其方向可根据已确定的X轴和Z轴,按右手直角笛卡儿坐标系确定。
旋转轴的定义也按照右手定则,绕X轴旋转为A轴,绕Y轴旋转为B轴,绕Z轴旋转为C轴。
东莞工程钣金加工|超钜供应商|不断追求精益求精与完美
 898995850
898995850




