


1、海拔高度不超过2000m。
2、环境温度4℃~39℃之间,空气湿度不大于85%。
3、周围空气、灰尘、酸、腐蚀气体或物质不超过正常含量。
4、采用水冷却方式时,进水温度应在4℃~45℃范围之内。进水压力应保证焊机所必须流量,水质符合工业用水规定。
5、排焊机(焊网机)的工作用电位供电电压380V,频率50HZ和供电电压220V,频率60HZ。上述两种情况供电电压波动(当频率为额定值时)不大于10%,频率波动(当电压为额定值时)不大于1%。电网高次谐波量在国家标准范围之内。
6、排焊机(焊网机)被水淋湿或浸泡后必须完全干燥后,并且经专业人员检测安全后方可使用。
7、排焊机(焊网机)供电分路总进线端必须使用合格的漏电保护器,焊网机及其辅助设施必须由符合国家相关标准的接地保护。
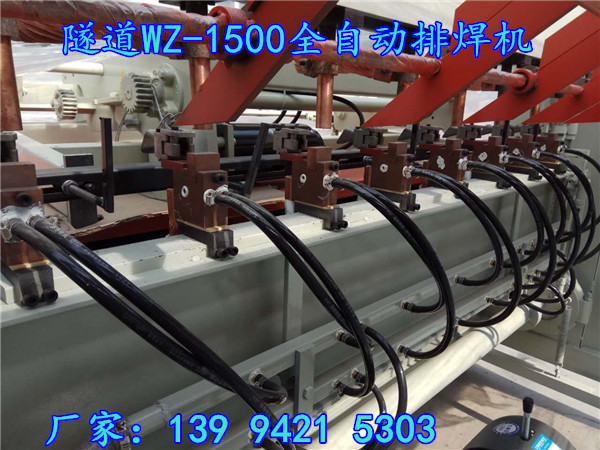
性能与特点:隧道支护网焊网机电动机动力,采用同步控制技术,分控焊接与焊接时间均由PLC数字编程系统控制,输入面板为触摸屏或按键两种,操作更加智能化、合理化,并且具有一次压紧,分次焊接的特点,煤矿支护网焊网机焊接动力为电动,采用步进电机料斗,制动电机驱动小车送经,步进电机驱动小车拉网。经丝与纬丝均由校直机校直切断,竖丝人工摆放,横丝自动落丝。
产品优点:
1、主体机架采用较厚钢板与型钢焊接而成,是主体结构更为牢固、紧凑。
2、纬丝送丝机构结构新颖拥有国家专利技术的送丝轮拔丝技术,使纬丝送丝技术更加准确解决了每次不漏丝或漏双丝的难题
3、拉网采用侍服电机拉网方式可以解决同一张网片有不同的网孔尺寸的难题,拉网控制系统采用PLC控制屏幕中文显示。
4、焊接采用了新型高效焊网变压器。
5、焊接电力电子控制系统采用同步控制技术,PLC控制,中文显示,控制精度高性能稳定。
产品简介:
产品性能特点:
该机是我公司在吸收国内外先进的机电控制及电阻焊技术的基础上,自行研制成功的一种全自动化焊接设备。我公司研制此机具有以下特点:
1、每一组变压器都由单独的微电脑控制,一次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。
2、此设备采用气动下压的焊接方式,焊接压力均匀,焊点非常牢固。
3、焊接电极头采用优质铬锆铜材料制作,使用寿命长,降低了生产成本。。
4、采用PLC编程控制,人性化的操作界面,易于操作及掌握。
5、纬丝落料机构结构新颖,采用气动驱动自动落料,卡丝降低为零。
6、全程操作只需1-2人,极大程度上降低了人力成本。
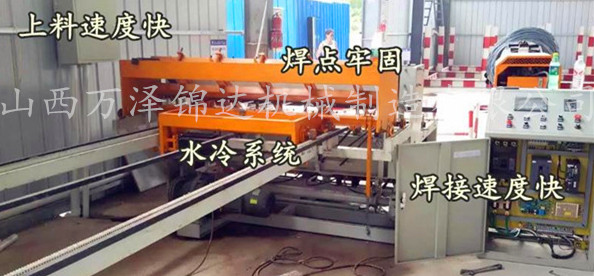
主体机架采用较厚钢板与型钢焊接而成,使主体结构更为牢固、紧凑。纬丝落料机构结构新颖,采用步进电机自动落料,使纬丝放置更加准确。 拉网采用了伺服电机拉网装置,使拉网尺寸更加标准、准确。可焊接网格品种多样化。纬向网格调整相关的零部件均为可调整,经向网格调整微电脑控制,可设置不同的网格。 焊接采用新型封闭式水冷焊网变压器,电压调节范围宽。为了适应用户主电力变压器的容量和减小电流冲击,万泽锦达焊接电力电子控制采用了一次焊接分控送电的方法,即在焊接同一排纬丝时,将焊接变压器分开工作。焊接电力电子控制系统采用同步控制技术,焊接时间与分控焊接均由数字化集成电路组成,控制精度高性能稳定。电动机作动力为纵线和横线交叉点提供柔性的焊接压力,与国内其它品牌压缩空气作动力的焊接设备相比,焊接平稳、飞溅少、焊接速度提高,初期投资、运行维护费用减少,厂房内噪声小。从料斗自动取料
隧道支护网钢筋网排焊机机型性能特点:
1、每一组变压器都由单独的微电脑控制,一次加压,多次焊接,使焊接更牢靠,更稳定、更快捷、更加智能化。
2、此设备采用机械电阻焊接方式,焊接压力均匀,焊点牢固、稳定。
3、焊接电极头采用优质铬锆铜材料制作,使用寿命长,降低生产成本。
4、采用新型数控焊接,可以满足高速连续焊接5mm--8mm钢丝要求,而且没有开焊、漏焊现象。
5、全程操作只需2-3人,极大程度上降低了人力成本。
6、采用PLC编程控制,人性化的操作界面,易于操作及掌握。
7、网片规格调整采用数控调节,所有焊接参数、生产数据设定方便、快捷。
 898995850
898995850





