

序号
名称
规格型号
数量
厂家
1
齿条
HGW30CA2R
1条
HIWIN
2
托链
0345.040
1条
佳宝莱
3
气缸
SC63x150-S-LB
2件
Airtac
4
气缸
CP95SDB40-50-Z73L
1件
SMC
5
二联体
AC20A-02
1件
SMC
6
电磁阀
4V210-08-DC24V
3件
Airtac
7
伺服电机
1kw
1台
安川
8
伺服电机
1.5kw
1台
安川
9
PLC
FXIN
1套
三菱
10
交流接触器
LCID0610
1个
施耐德
11
交流接触器
LCID1810
1个
施耐德
12
热继电器
LR2DB07-N
1个
施耐德
<角钢生产线--角钢自动生产线的四项优势>
1、冲头更换方便。角钢生产线
2、数控系统上位机与下位机通讯可靠,编程简单。
3、采用计算机优化排料,材料利用率高。角钢生产线
4、上料、剪断、冲孔、打印、分选堆垛、均实现自动化,制件精度好,生产效率高。

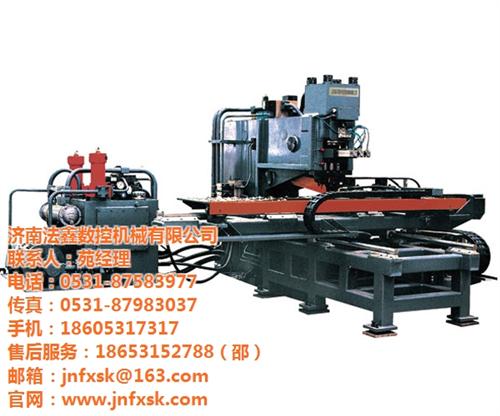
数控液压冲孔机:
本设备电气控制系统配置先进合理,工件编程方便易学,操作简单。
1.并安装专门的工件编程和系统控制软件,完成联接板工件编程及机器运行监控,故障检查等。
2.本设备使用日本三菱公司Q系列PLC为控制核心,配置两轴CNC模块,与X,Y轴伺服一起构成位置控制环,使PLC、NC成为完整一体,大大提高了系统的可靠性及灵活性。
3.Y轴驱动采用日本安川公司先进的交流无刷伺服电机,保证定位快速准确及免维护,A、B轴最高定位速度12m/min,空载定位精度±0.02mm 。
4.软件功能强大,简单易学,可进行编程、排料,可以在屏幕上实时地显示出工件图形,并对程序进行检查。
5.系统的故障报警系统非常全面,可以指出出现故障的具体位置及可能的故障原因。
6.有时连接板下料不规整,程序提供孔的偏移功能,以修正不规整的板料的孔的尺寸
7.控制系统可以直接转换使用太原电力设计院或北京信狐天成的开发的放样软件或其他放样软件或AUTOCAD所生成的工件程序,这样,用户便可省缺工件程序的编程过程,直接将放样软件所生成的工件程序用软盘或通过网络拷贝到设备的控制计算机中。

 898995850
898995850




