
木工排钻的使用一定要注意一些默认的规矩,保护好排钻,这样才能更好的工作,所以排钻的钻头要不用时要放在特制的盒子里,避免钻头之间的相互碰撞。在使用的过程中钻头不能乱放,要放进刀具库内,以便排钻自动的更换钻头。

对于做头的直径要用专业的仪器测量后使用,保证相关的精度。在数控木工排钻的使用过程中一定要经定环安装准确,最重要的是主轴的钻孔深度要保持一致,否则将会导致加工的过程中频繁出错。
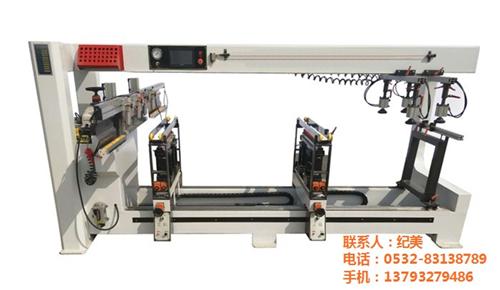
木工排钻是木工加工过程中常用的一种加工工具,在经验丰富的木工师傅的手中排钻能够像手臂一样灵活准确的应用。更多关于木工排钻的很多详细情况,欢迎您来电咨询。
影响排钻钻孔加工精度的因素
1)孔径大小
要确保孔径大小的一致就必须保证钻头的刃磨精度不应使钻头形成椭圆或使钻头的直径小于规定的孔径形成扩孔或 孔径不足等现象。
2)孔径深度
要确保钻孔的深度一致这就要求钻头的刃磨高度要准确,新旧钻头不能混台放置在一个排座上.导致钻
孔的深度不等。要使新旧钻头同时使用.就必须将新旧钻头分别放置在不同的排座上通过调整排座的高度来保证钻孔的深度一致

c3) 孔问尺寸
一般来说.在一个排座上.钻头问距是固定的 不会出现偏差多数排钻钻座的孔位间距为32mm 但是排座之间的尺寸是人为控制的容易出现位置问的误差 对于非数控的多排钻其调整一般采用试件来进行。首先在静态下按标尺调整好钻孔的问距.然后用试件加工测试再按误差校正多排钻钻座的位置,直到加工出来的试件尺寸和图纸规定的尺寸相符台为止.对于数控的多排钻.以调整的数值显示为准.但必须定期归零校正,确保尺寸无误,归零不到位时在一些多排钻上可以采取增加或减少。影响排钻钻孔加工精度的因素
1)孔径大小
要确保孔径大小的一致就必须保证钻头的刃磨精度不应使钻头形成椭圆或使钻头的直径小于规定的孔径形成扩孔或 孔径不足等现象。
2)孔径深度
要确保钻孔的深度一致这就要求钻头的刃磨高度要准确,新旧钻头不能混台放置在一个排座上.导致钻
孔的深度不等。要使新旧钻头同时使用.就必须将新旧钻头分别放置在不同的排座上通过调整排座的高度来保证钻孔的深度一致
c3) 孔问尺寸
一般来说.在一个排座上.钻头问距是固定的 不会出现偏差多数排钻钻座的孔位间距为32mm 但是排座之间的尺寸是人为控制的容易出现位置问的误差 对于非数控的多排钻其调整一般采用试件来进行。首先在静态下按标尺调整好钻孔的问距.然后用试件加工测试再按误差校正多排钻钻座的位置,直到加工出来的试件尺寸和图纸规定的尺寸相符台为止.对于数控的多排钻.以调整的数值显示为准.但必须定期归零校正,确保尺寸无误,归零不到位时在一些多排钻上可以采取增加或减少。
排钻开关说明及使用 1、 开机关机:双排上的红色按钮为开机开关,向右旋转并向上提为开机,向下按为关机。
2、 水平控制:红色按钮向下一个为水平控制开关,向右旋转水平控制开,反向则关。
3、 垂直控制:红色按钮向下第二个为垂直控制开关,向右旋转水平控制开,反向则关。
4、 校刀控制:红色按钮向下第三个为校刀控制开关,向右旋转水平控制开,反向则关。

二、钻头说明及使用
红色钻头为反转,黑色钻头为正转,装钻头时应先装水平钻头,再对应的装垂直钻头,拔钻头时应先拔垂直钻头,再拔水平钻头。装钻头时一定要看好钻头正反转。
三、打孔前注意事项
1、仔细分析要货单,明确打孔是应注意的,并在板材上标注,和三排、手工沟通各 自应注意的地方。
2、 理板时仔细核对基材确保基材正确。
3、 仔细量好每块板,并在打孔时注意板材有无损坏,如有损坏、明显爆边、基材有问 题的直接更换。
4、 认真校对基准,确保柜体装起来没有明显的前口突出缩进情况。
5、 配合三排记录好打孔中出现的问题,板材补过来后及时打孔,完了送包装部。
6、 如有什么异议,双排必须服从三排。
 898995850
898995850




