2025/10/15 14:31:52 来源: 河北威岳机械有限公司
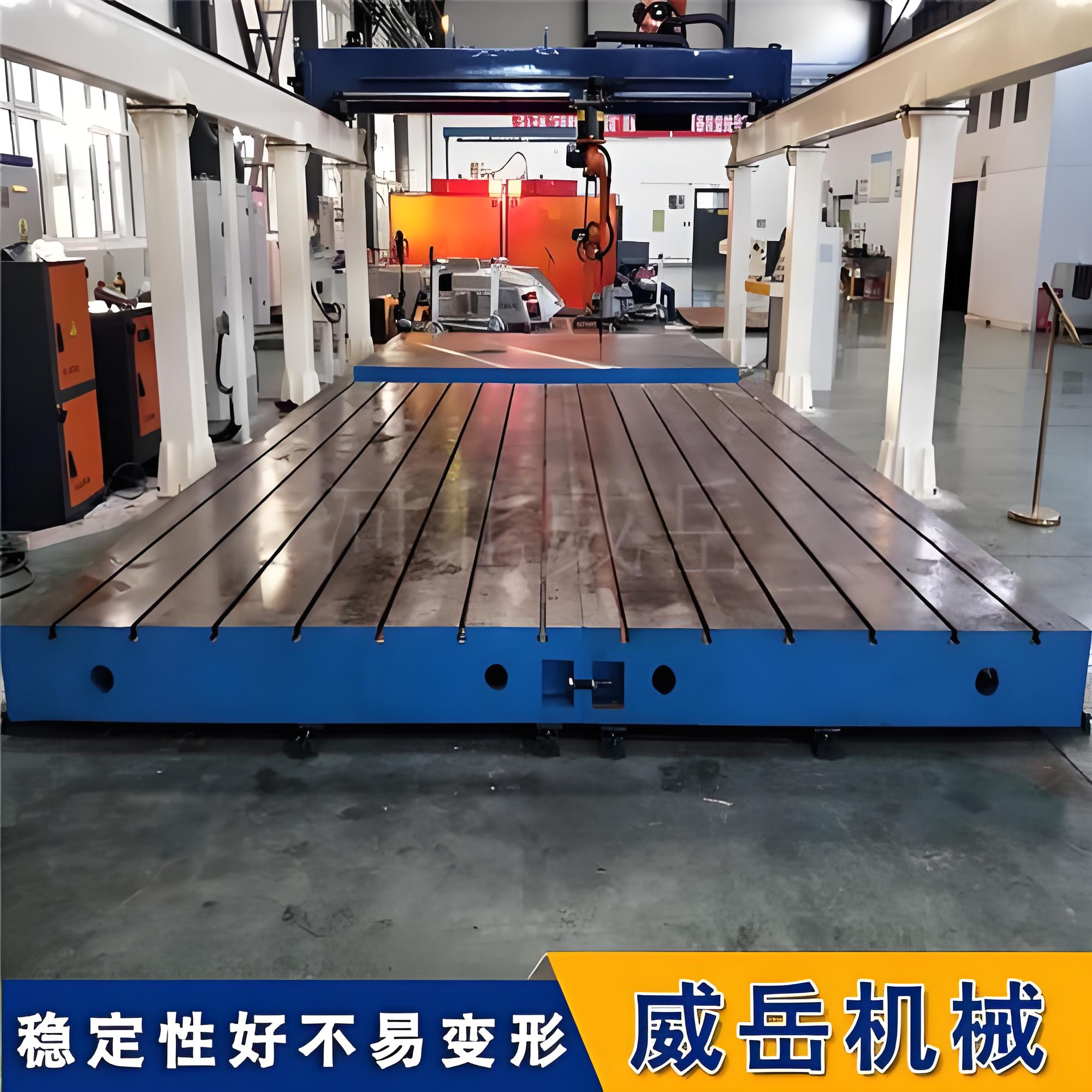
铸铁平台是机械制造领域的 “基础基准工具”,以高强度灰铸铁为原料,经铸造、时效处理和精度加工制成,核心用于工件的测量、装配、焊接与检测,能为工业作业提供稳定、精准的平面支撑。
材质:主流用 HT200-300 灰铸铁,自带耐磨性、减震性,承重后不易变形,适配长期工业使用。
精度:分 0 级(每米偏差≤0.02mm)、1 级、2 级、3 级,0 级适合高精度测量,3 级多用于普通焊接 / 装配。
结构:常见矩形实心款,大型平台会加加强筋,平衡 “轻量化” 和 “刚性”,避免受力晃动感。
铸铁平台表面发黑处理需重的点关注安全防护、工艺参数控制和质量检验,任何环节疏忽都可能导致发黑失败或影响平台精度,以下是核心注意事项。
1. 安全防护:避免人身与设备损伤
操作时必的须穿戴耐酸碱手套、护目镜和防腐围裙,防止脱脂剂、盐酸、高温发黑液接触皮肤,造成灼伤。
盐酸挥发的气体有刺激性,需在通风橱或通风良好的场地操作,必要时佩戴防毒口罩;高温发黑液(135-145℃)易飞溅,添加试剂时需缓慢倒入,避免液体暴沸。
发黑槽、脱脂槽需做好防腐处理,避免药液腐蚀设备,同时远离火源和易燃物,防止火灾风险。
2. 工艺参数:精的准控制是发黑效果的关键
前处理参数:盐酸除锈时间不可超过 8 分钟,且温度不高于 30℃,过度腐蚀会导致平台表面粗糙,影响氧化膜附着力;脱脂后需彻的底冲洗,残留的碱液会导致发黑时表面出现 “白斑”。
发黑液控制:温度必的须稳定在 135-145℃,低于 135℃会导致氧化膜生成缓慢、颜色偏浅;高于 145℃则药液蒸发过快,浓度失衡,需定期补充去离子水和药剂,维持浓度稳定。
时间把控:发黑浸泡时间需根据平台表面状态调整,若铸铁含碳量高,可缩短至 20-25 分钟;含碳量低则延长至 35-40 分钟,避免时间过短导致膜层薄、易脱落,过长则膜层开裂。
3. 质量与精度:避免影响平台核心性能
发黑前需保护平台的精度工作面,若平台已校准完成,可在非工作面做发黑处理,工作面若需发黑,后续需重新检测平面度,确保精度未受腐蚀或变形影响。
发黑后检查氧化膜质量:用手指轻擦表面,无明显掉粉、颜色均匀(蓝黑色或纯黑色)为合格;若出现局部无膜、色差明显,需返工重新前处理和发黑。
后处理的浸油环节需使用脱水防锈油,避免普通机油残留水分,导致氧化膜在短期内生锈;浸油后需沥干多余油分,防止后续使用时污染工件。
4. 后续维护:延长发黑效果的有效期
发黑后的平台若长期闲置,需覆盖防锈纸,避免灰尘和水汽附着;日常使用中避免用硬物划伤表面,防止氧化膜破损后出现局部锈蚀。
若发现氧化膜局部脱落,需及时清理脱落部位的锈迹,用酒精擦拭干净后补涂防锈油,严重时需重新进行局部发黑处理,防止锈蚀扩散。


 898995850
898995850




