单螺杆挤出机|塑料挤出机|单螺杆塑料挤出机
单螺杆挤出机 塑料挤出机 单螺杆塑料挤出机
螺杆冷却的目的主要是为了有利于加料段物料的输送,同时也可以防止塑料因过热而分解,有利于物料中所含气体能从加料段的冷混料中返回并从料斗中排出。
通入螺杆中冷却介质可以是水,也可以是空气。使用螺杆冷却水应注意以下几点:
(1)使用螺杆冷却水要注意外径的变化。在螺杆和牵引速度相适应时,如果使用螺杆冷却水,易使电线电缆外径变小,绝缘厚度变薄。
螺杆冷却水的流量不宜过大,要适量,用手摸水感觉水温暖即可。
(2)操作时应做到停机时要停水,防止设备发生事故。
(3) 使用螺杆冷却水要注意外径的变化。在螺杆和牵引速度相适应时,如果使用螺杆冷却水,易使电线电缆外径变小,绝缘厚度变薄。
(4) 交接班时要交清使用螺杆冷却水的情况。
塑料挤出机 可以与管材、薄膜、棒材、单丝、扁丝、打包带、挤网、板(片)材、异型材、造粒等,塑料挤出机是一种常见的塑料机械设备,在日常操作挤出机的过程中,挤出机会出现各种各样的故障,便影响塑料机械正常生产,下面我们就对挤出机故障分析。 主机电流不稳 1、生产原因: ⑴喂料不均匀。 ⑵主电机轴承损坏或润滑不良。 ⑶某段加热器失灵,不加热。 ⑷螺杆调整垫不对,或相对位置不对,原件干涉。 2、处理方法: ⑴检查喂料机,排除故障。 ⑵检修主电机,必要时更换轴承。 ⑶检查各个加热器是否正常工作,必要时更换加热器。 ⑷检查调整垫,拉出螺杆检查螺杆有无干涉现象。 主电机不能启动 1、产生原因: ⑴开车程序有错。 ⑵主电机线有问题,熔断丝是否被烧环。 ⑶与主电机相关的连锁装置起作用 2、处理方法: ⑴检查程序,按正确开车顺序重新开车。 ⑵检查主电机电路。 ⑶检查润滑油泵是否启动,检查与主电机相关的连锁装置的状态。如果油泵不开,电机将无法打开。 ⑷变频器感应电未放完,关闭总电源等待5分钟以后再启动。 ⑸检查紧急按钮是否复位。 机头出料不畅或堵塞 1、产生原因: ⑴加热器某段不工作,物料塑化不良。 ⑵操作温度设定偏低,或塑料的分子量分布宽,不稳定。 ⑶可能有不容易熔化的异物。 2、处理方法: ⑴检查加热器,必要时可更换。 ⑵核实各段设定温度,必要时与工艺员协商,提高温度设定值。 ⑶清理检查挤压系统及机头。 主电启动电流过高 1、产生原因: ⑴加热时间不足,扭矩大。 ⑵某段加热器不工作。 2、处理方法: ⑴开车时应用手盘车,如不轻松,则延长加热时间或检查各段加热器是否正常工作。 主电机发出异常声音 1、产生原因: ⑴主电机轴承损坏。 ⑵主电机可控硅整流线路中某一可控硅损坏。 2、处理方法: ⑴更换主电机轴承。 ⑵检查可控硅整流电路,必要时更换可控硅元件。
1、在关挤出机时,必须将各电机、加热装置、供料系统、转速控制等开关旋钮全部调回到零位。以免在开机时,由于各开关处于工作状态下,一齐通电而引起电流负荷过大,造成电箱内电配件易损易坏,以及人身触电事故。
2.开机电源顺序:总电源——控制电源——各小开关
3.关机电源顺序:各小开关——控制电源——总电源
塑料挤出机高速、高产,可使投资者以较低的投入获得较大的产出和高额的回报。但是,塑料挤出机螺杆转速高速化也带来了一系列需要克服的难点:如物料在螺杆内停留时间减少会导致物料混炼塑化不均,物料经受过度剪切可能造成物料急骤升温和热分解,挤出稳定性控制困难会造成挤出物几何尺寸波动,相关的辅助装置和控制系统的精度必须提高,螺杆与机筒的磨损加剧需要采用高耐磨及超高耐磨材质,减速器与轴承在高速运转的情况下如何提高其寿命等问题都需要解决。
高效、多功能化
模块化和专业化
智能化和网络化
EPDM汽车内饰片材挤出机 http://www.zhutingting123.qiyesou.com/
母粒片材挤出机 http://zhutingting123.diqiuw.com/
EVA隔音片材挤出机 http://zhutingting123.980789.com/
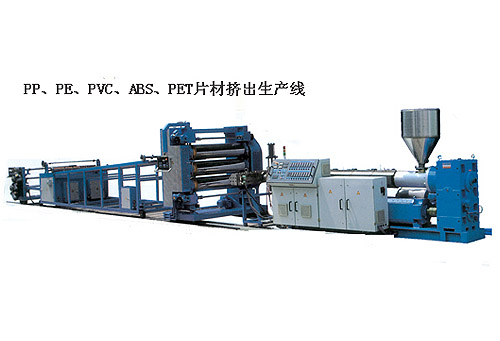
单螺杆挤出机是一种应用最多的通用型挤出机。它的特点是:挤出系统由一根螺杆和机筒配合组成。结构见下图。这种挤出机只要更换不同结构形式螺杆,就可以完成各种热塑性塑料的挤出成型工作
1—机头模具;2—电加热器;3—螺杆;4—机筒
单螺杆挤出机的基本参数(标准ZBG95009.1—88规定),见表1和表2。表1是以挤出聚烯烃为主的单螺杆挤出机基本参数,也可生产挤出成型软聚氯乙烯塑料制品。表2是以挤出生产成型软、硬聚氯乙烯为主的单螺杆挤出机的基本参数。标准JB/T8061—1996单螺杆挤出机的基本参数见表3,是以挤出生产成型聚丙烯为主。上海挤出机厂和大连橡胶塑料机械厂生产的部分挤出机的基本参数。
塑料挤出机的高效主要体现在高产出、低能耗、低制造成本方面。在功能方面,螺杆塑料挤出机已不仅仅用于高分子材料的挤出成型和混炼加工,它的用途已拓宽到食品、饲料、电极、炸药、建材、包装、纸浆、陶瓷等领域。此外,将混炼造粒与挤出成型工序合二为一的“一步法挤出工艺”也值得重视。
大型化和精密化
实现挤出成型设备的大型化可以降低生产成本,这在大型双螺杆塑料造粒机组、吹膜机组、管材挤出机组等方面优势更为明显。国家重点建设服务所需的重大技术装备,大型乙烯工程配套的三大关键设备之一的大型挤压造粒机组长期依靠进口,因此必须加快国产化进程,满足石化工业发展需要。而精密化可以提高产品的含金量,如多层共挤复合薄膜等均需要精密挤出,而作为实现精密挤出的重要手段——熔体齿轮泵必须加大力度进行开发研究。
模块化生产可以适应不同用户的特殊要求,缩短新产品的研发周期,争取更大的市场份额;而专业化生产可以将挤出成型装备的各个系统模块部件安排定点生产甚至进行全球采购,这对保证整期质量、降低成本、加速资金周转都非常有利。
发达国家的塑料挤出机已普遍采用现代电子和计算机控制技术,对整个挤出过程的工艺参数如熔体压力及温度、各段机身温度、主螺杆和喂料螺杆转速、喂料量,各种原料的配比、电机的电流电压等参数进行在线检测,并采用微机闭环控制。有的公司已采用网上远程监测、诊断和控制,对挤出成型生产线进行网络控制。这对保证工艺条件的稳定、提高产品的精度都极为有利。
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850