

湖南大循环压浆台车自动上料 湖南大循环压浆台车自动上料,智能压浆系统是针对桥梁建设所设计的专用系统,该系统将注浆分为配料注浆两个部分,两个独立的过程。配料过程通过采集称重传感器采集到的质量值自动控制各个电机的启停,真正做到了智能化,自动化。压浆过程通过采集出入口压力,智能判断注浆以及保压。 【制造方法】采用高碳钢盘条,经过表面处理后冷拔成钢丝,然后按钢绞线结构将一定数量的钢丝绞合成股,再经过消除应力的稳定处理过程而成。为延长耐久性,钢丝上可以有金属或非金属的镀层或涂层,如镀锌、涂环氧树脂等。为增加与混凝土的握裹力,表面可以有刻痕等。模拔的预应力钢绞线在绞合后经过一次模具压缩过程,结构更加密实,表层更加适合锚具抓握制作无粘结预应力钢绞线(unbonded steel strand)采用普通的预应力钢绞线,涂防腐油脂或石蜡后包高密度聚乙烯(HDPE)就成。 萍乡智能压浆机功率 常用配套压浆台车参数 压力表总量程:2.5Mpa,分辨率<0.1 Mpa 高速搅拌电机功率:7.5kW 低速搅拌电机功率:1.5kW 注浆电机功率:5.5kW 注水电机功率:1.5kW(单相) 上料电机功率:1.5kW 称重量程:500kg 称重精度:<0.2% 配料:“配料”键按下后,系统先判断设备当前配料状态,若当前状态为“等待”,则开启高速搅拌电机,并自动上水90%,依次添加压浆剂、水泥,之后计时搅拌,再补加剩余的10%的水,接着二次计时搅拌,搅拌完成后,方可排入含搅拌功能的储浆桶备用;若当前状态为“暂停”,则恢复先前的工作状态;若当前状态为任意一个工作状态,则配料暂停。(当二次搅拌时间为0时,配料过程与上述过程有所不同,其过程为:“上水”→“加添加剂”→“上水泥”→“计时搅拌”→“搅拌完成”) 放浆:放浆阀为电磁阀时短按该键打开放浆阀,放浆阀为机械阀时,短按此键告诉系统此次配料完成,可以进行下一次配料。长按此键可以关闭高速电机。(手动配料后按过此键方能开启自动配料流程) 低速:开启或关闭低速搅拌电机。 注浆:“自动”按下后,系统先判断设备当前注浆状态,若当前状态为“等待”或是“注浆完成”,则开启注浆泵注浆;若当前状态为“暂停”,则恢复先前的工作状态;若当前状态为“注浆”或是“保压”,则切换到“暂停”状态。 保压:注浆过程中按下该键可进入“保压”状态。(当满足自动保压条件时,既可通过系统判断自动进入保压,也可按此键进行保压) 结束:在注浆过程中的任一状态(非“暂停”状态)按该键结束本次注浆。 功能:进入菜单、退出菜单或由菜单子页面返回到主页面。 返回:返回键,由菜单返回主页面或由子菜单返回到上一级菜单,在输入过程中可以退出输入,该键为功能键,非主页面有效。 确认:确认键,确认当前选项或当前输入,该键为功能键,非主页面有效。 ④根据钢绞线试验检测结果计算各钢束理论伸长量,同时根据张拉设备标定证书计算各阶段对应油表读数。 ⑤张拉压浆作业前完成张拉作业人员岗前培训(智能张拉设备厂家培训及现场技术培训),并经过考核合格后上岗。 ⑵预应力张拉及压浆设计及规范要求采用主要控制张拉应力,以实际伸长值进行校核的办法予以双控,准确控制各分级张力,量取相应伸长量并记录与计算,实际伸长值与理论值的差值应控制在6%以内,否则应暂停张拉,待查明原因并采取予以调整后,方可继续张拉;张拉顺序为N1、N2、N3顺序张拉,采用对称张拉原则,防止梁体砼产生超应力、构件不扭转与侧弯,构架不变位。 ⑶钢绞线的加工及安装 ①钢绞线采用砂轮切割机切割。钢绞线的下料长度为孔道长度加上两端工作长度。两端工作长度为2000px,下料前应复核设计长度无误后进行。 湖南大循环压浆台车自动上料 【性能特点】预应力钢绞线的主要特点是强度高和松弛性能好,另外展开时较挺直。常见抗拉强度等级为1860兆帕(Mpa),还有1720、1770、1960、2000、2100兆帕(Mpa)之类的强度等级。这种钢材的屈服强度也较高应用,在多数后张预应力及先张预应力工程中,光面钢绞线是最广泛采用的预应力钢材。模拔钢绞线主要用于提升工程,也用于核电之类的工程。镀锌钢绞线常用于桥梁的系杆、拉索及体外预应力工程。涂环氧树脂的钢绞线用途和镀锌预应力钢绞线类似。各国都有针对预应力钢绞线的标准,如:中国标准GB/T 5224、美标ASTM A416、英标BS 5896及日标JIS G3536、澳新标AS/NZS 4672、巴西标准NBR-7483。清远大循环智能压降系统自动称重

 智能压浆台车
智能压浆台车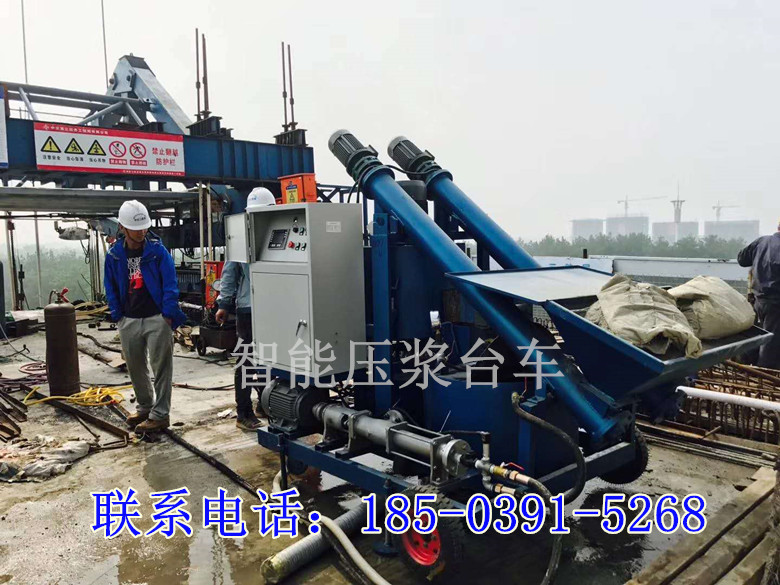
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850





