

天水高速自动压浆台车工艺流程 天水高速自动压浆台车工艺流程,智能压浆系统是针对桥梁建设所设计的专用系统,该系统将注浆分为配料注浆两个部分,两个独立的过程。配料过程通过采集称重传感器采集到的质量值自动控制各个电机的启停,真正做到了智能化,自动化。压浆过程通过采集出入口压力,智能判断注浆以及保压。 4、灰浆泵打不出液体灰浆泵打不出液体是泵最易出现的故障,其原因也较多。首先应检查泵的吸入管路是否有漏气的地方,检查吸入管内空气是否排出,泵内灌注的液体量是否足够,吸人管内是否有杂物堵塞,还应查一查泵是否反转(尤其是在换过电机后或供电线路检修过后),还应注意泵的吸上高度是否太高。通过以上检查若仍不能解决,可将灰浆泵拆开检查,看泵轴是否折断,还应检查泵的动环、静环是否完好,整个转子可否少量轴向移动。 安庆预应力智能压浆设备多少钱一台 常用配套压浆台车参数 压力表总量程:2.5Mpa,分辨率<0.1 Mpa 高速搅拌电机功率:7.5kW 低速搅拌电机功率:1.5kW 注浆电机功率:5.5kW 注水电机功率:1.5kW(单相) 上料电机功率:1.5kW 称重量程:500kg 称重精度:<0.2% 配料:“配料”键按下后,系统先判断设备当前配料状态,若当前状态为“等待”,则开启高速搅拌电机,并自动上水90%,依次添加压浆剂、水泥,之后计时搅拌,再补加剩余的10%的水,接着二次计时搅拌,搅拌完成后,方可排入含搅拌功能的储浆桶备用;若当前状态为“暂停”,则恢复先前的工作状态;若当前状态为任意一个工作状态,则配料暂停。(当二次搅拌时间为0时,配料过程与上述过程有所不同,其过程为:“上水”→“加添加剂”→“上水泥”→“计时搅拌”→“搅拌完成”) 放浆:放浆阀为电磁阀时短按该键打开放浆阀,放浆阀为机械阀时,短按此键告诉系统此次配料完成,可以进行下一次配料。长按此键可以关闭高速电机。(手动配料后按过此键方能开启自动配料流程) 低速:开启或关闭低速搅拌电机。 注浆:“自动”按下后,系统先判断设备当前注浆状态,若当前状态为“等待”或是“注浆完成”,则开启注浆泵注浆;若当前状态为“暂停”,则恢复先前的工作状态;若当前状态为“注浆”或是“保压”,则切换到“暂停”状态。 保压:注浆过程中按下该键可进入“保压”状态。(当满足自动保压条件时,既可通过系统判断自动进入保压,也可按此键进行保压) 结束:在注浆过程中的任一状态(非“暂停”状态)按该键结束本次注浆。 功能:进入菜单、退出菜单或由菜单子页面返回到主页面。 返回:返回键,由菜单返回主页面或由子菜单返回到上一级菜单,在输入过程中可以退出输入,该键为功能键,非主页面有效。 确认:确认键,确认当前选项或当前输入,该键为功能键,非主页面有效。 侧模:采用5米一节段大块钢模;端模:是根据不同的梁板端头尺寸自行加工5MM 厚的钢模板,要求以侧模紧贴并用棉花塞紧防止漏浆。20米及以上的采用钢内模。模板在横断面上设计成一个整体,模板纵向根据隔板5m一节,模板面板厚5mm,进场后进行检验试拼,整修,再运行安装,模板安装完毕后,使各部位尺寸符合本桥图纸及《公路桥涵施工技术规范》要求,杜绝在施工过程中模板变形移位现象出现。确保工程质量。模板采用大块钢模,龙门吊吊运,人工配合拼装,企口接缝加设密封条。采用同标号的预制砼垫块支垫钢筋骨架,确保钢筋保护层厚度。下部对称支撑固定,上下双层体外拉杆对称拉紧。模板的拼装拆除:外模板的拼装、拆除利用简易小型龙门吊的电动葫芦进行作业,模板安装前,先安装钢筋骨架和端模板,再安装波纹管及两侧模板;在浇筑完底层砼后进行安装内模。天水高速自动压浆台车工艺流程 【智能张拉设备】传统的张拉机设备都是用手工的方式来操作高压组合阀的多个手柄,来实现多种梁型不同的预应力张拉、持荷时间控制以及补荷等操作。存在着操作工序繁杂,受人为因素影响预应力张拉值普遍不足,出现误操作率高;不按实际张拉结果记录,记录不真实等一系列问题。数控设备在预应力张拉的过程中实现了预应力的精确自动控制。并能够自动采集张拉的预应力;设定张拉形式(分段张拉);自动记录张拉时间、班次及每束预应力筋张拉后最后的预应力值等参数,通过无线远程数据传输,在上位机把这些数值形成报表,保存或打印出来。确保张拉质量和记录的准确和真实性。传统的预应力张拉方式,施工质量的好坏随着封锚的完成,被掩盖得严严实实。迪庆桥梁智能压浆性能可靠

 智能压浆台车
智能压浆台车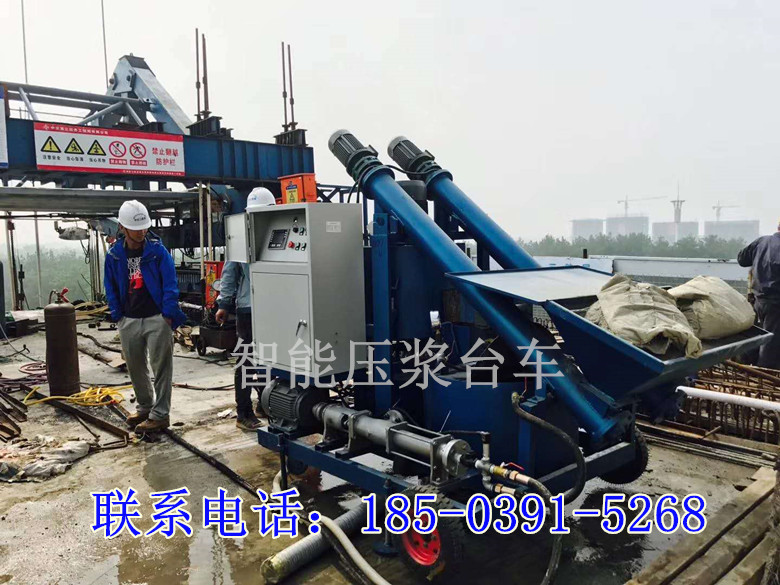
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850





