


你要知道,所有的塑料模具都是把材料加热,在烘料的时候是一段,接下来是注塑机上的料斗,温度高了一点了,然后是注塑机的螺杆,这个时候温度一般都在200度以上了,要将原料彻底熔融,注塑的时候,模具的温度是不够的,模具温度一般几十度,高点的100度左右,所以,注塑的时候,塑料很难进入模具,更别提把产品打成型,自然也不合格,而且容易把注塑机的螺杆打坏掉,,,所以,一般热流道的温度都是高于螺杆第yi段温度的,这样塑料从螺杆出来,便直接通向型腔了,,,
在一个,很多热流道是安装了针阀的,这是控制塑料注射和停止的,因为注射完毕之后,针阀如果不关闭,流道里还有很多材料,产品取的时候,就会牵很长的丝,假设,注塑机关门慢了,那么,流道里那些剩余的材料便会凝固,注射不了。。


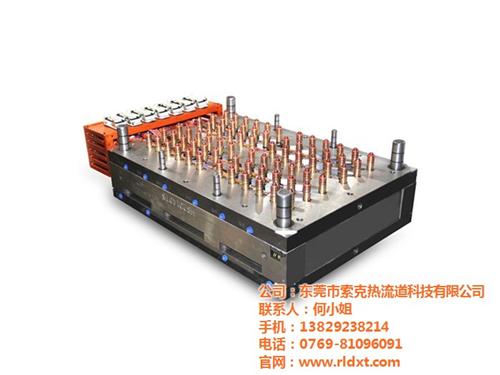
针阀式热流道简单地说就是通过阀针移动来封闭和打开出胶口的一种热流道。热流道运用效果得到很好的口碑。
单点针阀嘴特性介绍:气缸、阀针和喷嘴的同轴心设计,可确保阀针运动平稳可靠。无凸轮、杠杆机构,气缸和喷嘴嵌入模板孔中,因而整体结构紧凑。各零件之间连接方式简单,装配更换方便。阀针采用特殊材料制作,表面经过氮化钛处理,经久耐用。流道内表面平滑过渡,无滞料死点,利于换料换色。热流道系统能适用于不同工程塑料的应用。

联系人:李绘景(经理)
手机:13829238214
邮箱:marketing5@sokehrs.com
 898995850
898995850




