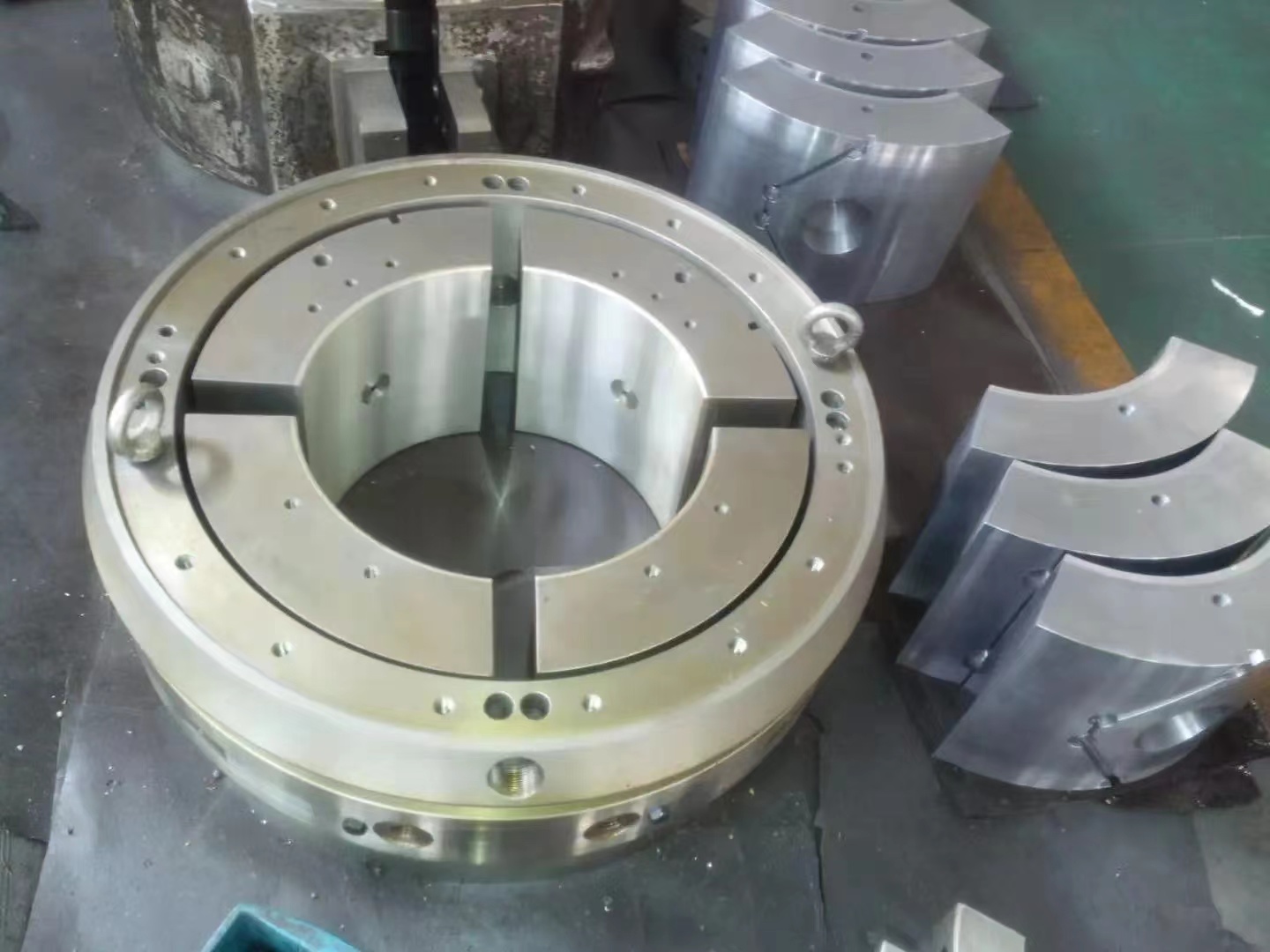
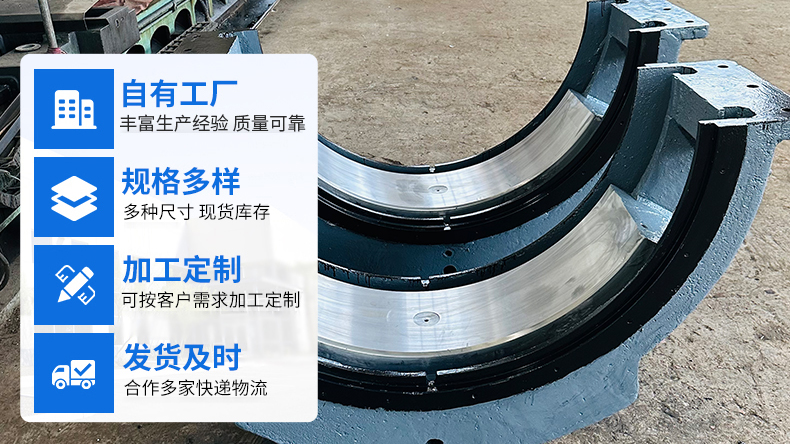
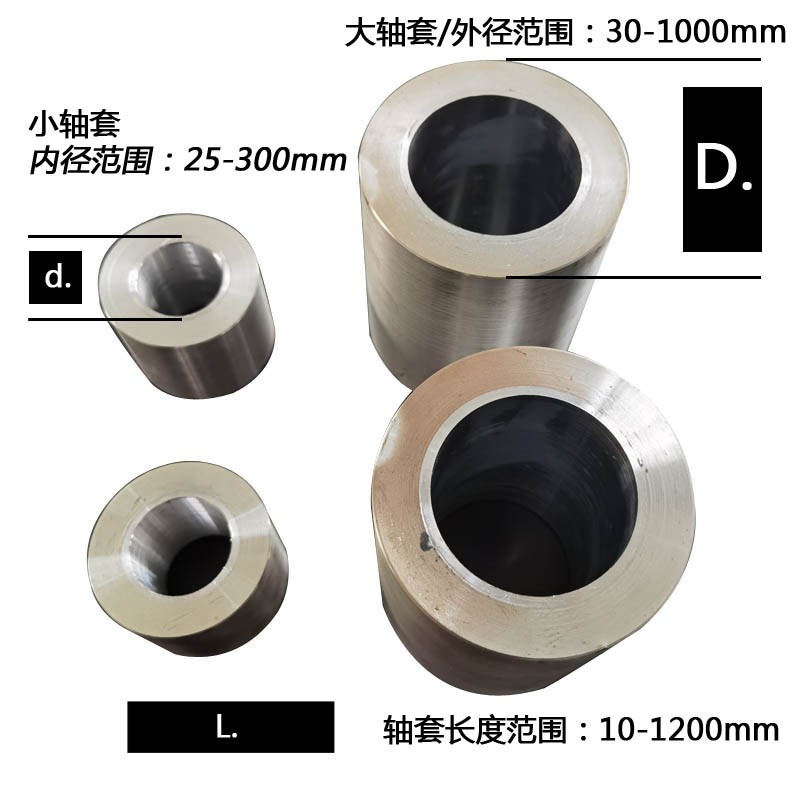
水轮机汽轮机轴瓦轴套专用耐磨耐高温锡基巴氏合金
- 价 格:
面议 /
公斤
- 供 应 地:
- 发布公司:河南桦创金属材料贸易有限公司
- 产品型号:11-6
- 品 牌:河南桦创
- 发布日期:2024/5/6 17:30:47
- 联系人QQ:1192535357

详细说明
卖家名片Cards
卖家名片
![河南桦创金属材料贸易有限公司]()
联系人:张粉()
手机:15938614066
邮箱:
免责声明:交易有风险,请谨慎交易,以免因此造成自身的损失,本站所展示的信息均由企业自行提供,内容的真实性、准确性和合法性由发布企业负责。本站对此不承担任何保证责任。



 898995850
898995850




