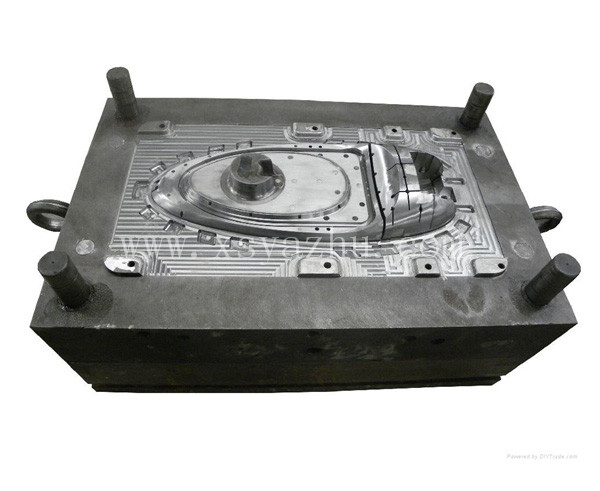
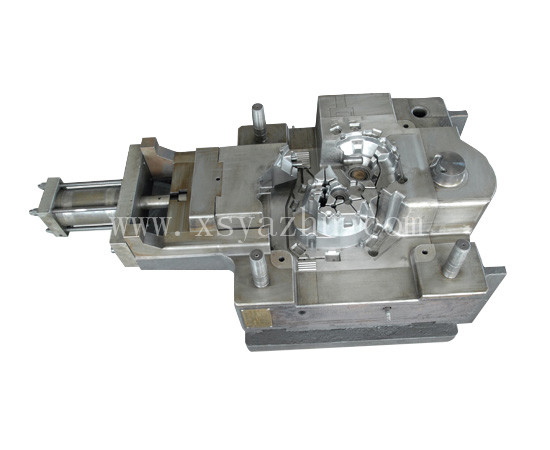
供应铝合金压铸模 锌合金压铸模制造 深圳压铸厂家
- 价 格:
面议 /
件
- 供 应 地:广东省深圳市
- 发布公司:深圳市迅思科技有限公司
- 产品型号:定制
- 品 牌:迅思压铸
- 发布日期:2018/11/21 9:56:04
- 联系人QQ:810582451

详细说明
一、模仁、模胚
1.模胚在未拆开之前,检查其型号、尺寸是否与图纸合符,然后在基准角之对角面打上模具编号和模板序号,要求在每套模具方铁铣上模具编号;每套模具导柱也必须用打磨机刻上模具编号;导套底部开排气槽。
2.多个产品在同一套模具时,应遵循中间的铝合金压铸件大,周边的铝合金压铸件小的原则,即压力所在的铝合金压铸件排位在中间,以便整套模压力均匀。要求电镀的铝合金压铸件和同样的铝合金压铸件应集中在一起,要求喷油的铝合金压铸件集中在一起。
3.分型面要求光顺漂亮,新模具外观表面尽量不要刮花、生锈,以保证模具美观整洁。后模仁要求平整,CNC加工刀纹尽可能不损坏,前模型胶位部分省模必须按照粗凿精凿、粗油石精油石、粗砂纸细砂纸的顺序省光后再抛光(晒纹件不须抛光)。
4.避免烧焊部位在明显外观处。
5.所有电极在放电加工之前,必须检查其外形是否与图形一致(清角部分),其尺寸必须等于图纸尺寸*缩水火花位省模余量(留纹除外)。不可残留刀纹或钼丝痕;基准位要求光滑、平整,不可残留毛刺、利角。
6.所有火花、线割、CNC、雕刻加工,必须仔细检查,确认无误之后,才能进行下一道工序加工。
二、流道
1.所有模具在保证成形质量的前提下尽量缩短流道行程,尽可能减少横截面积,冷料穴为流道直径1.5倍,所有流道要求有冷料穴,如:唧嘴的下方、流道的尽头、细水口进胶的下方等。
2.所有细水口模具,模具流道与水口勾针必须抛光。要保证进胶口顺畅,减少注塑压力且无残渣留在铝合金压铸件上。
3.大水口模流道截面应做成圆形或上下椭圆形,即高度尺寸比宽度尺寸大0.5-1.0前后须对齐,抛光不可有错位现象,特殊情况下单边流道要求为梯形。
4.入料口、水口位不能在明显外观处,保证摘除后不可有残渣留在铝合金压铸件上。
深圳市迅思科技有限公司成立于2005年,是一家私营独资企业,专业从事压铸模具设计,铝压铸模制造,锌合金压铸模具制造,压铸件生产,压铸件后加工,压铸件表面处理一整套服务的生产厂家,对模具制造经验丰富,公司采用先进的CAD/CAM/CAE一体化加工技术,拥有CNC、EDM加工设备和车床、钻床、铣床、磨床等常用加工设备,拥有一批专业的CAD、CAM技术人员,并积累了长达多年的模具制造经验,为客户提供产品设计方案、结构设计、手板样板制作、模具设计以及模具制作、生产跟进、品质改良等一站式服务。
目前公司涉及领域有LED灯壳,医疗,机械,电子等,有国内外客户近80家,压铸机吨位88T-1000T,可满足客人不同结构生产需求,在广东压铸行业有良好的信誉。是压铸模,压铸件采购商可信赖的首选合作生产厂家。
公司秉承谦诚、创新、适时、共识、务实,诚信为本、客户至上、互利双赢的经营理念,来回馈新老客户,客户的认可是我们永恒的追求,最大的动力!
竭诚欢迎新老客户来我司莅临指导......
深圳市迅思科技有限公司
Add: 深圳市光明新区公明镇李松朗第一工业区90-6栋1楼
xsyazhu.com
Cell:冯先生 15899787030
QQ:810582451
E-mail:fengdonghua1219@163.com
Office/Fax:0755-23413125
卖家名片Cards
卖家名片

联系人:冯先生(销售总监)
手机:15899787030
邮箱:fengdonghua1219@163.com
免责声明:交易有风险,请谨慎交易,以免因此造成自身的损失,本站所展示的信息均由企业自行提供,内容的真实性、准确性和合法性由发布企业负责。本站对此不承担任何保证责任。


 898995850
898995850




