
与其他加工相比,拉削加工主要具有如下特点:
加工精度高 ,拉刀具有校准部分,其作用是校准尺寸,修光表面,并可作为精切齿的后备刀齿。校准刀齿的切削量很小,仅切去工件材料的弹性恢复量。另外,拉削的切削速度较低(目前 <18 m/min ),切削过程比较平稳,并可避免积屑瘤的产生。一般拉孔的精度为IT8一IT7,表面粗糙度R 值为0.4一0.8μm 。
结构、操作简便拉削只有一个主运动,即拉刀的直线运动。进给运动是靠拉刀的后一个刀齿高出前一个刀齿来实现的,相邻刀齿的高出量称为齿升量f 。

花键加工工艺
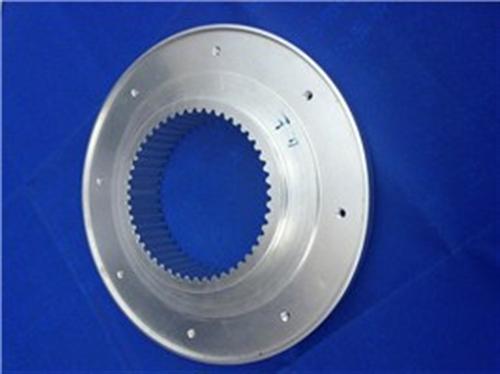
内花键常用的加工方式主要是拉削,精度较好,加工效率高,成本较低,如各种凸缘花键。批量生产中花键的测量基本采用通正规检查方法,同时用齿圈跳动来保证花键的精度。小批量生产的花键采用测量跨棒距的方式来控制花键的尺寸。精密花键也可采用测量中心来抽检精度。
我们衷心的希望能与各届朋友合作,携手未来,共享成功的成果!欢迎各界朋友莅临参观、指导和业务洽谈。




拉床的分类
立式拉床按刀具进给方向可分为上拉式和下拉式。
此外,还有齿轮拉床、内螺纹拉床、全自动拉床、数控拉床和多刀多工位拉床等。
机器的保养
液压传动
(1) 检查压力表是否灵敏可靠。
(2) 检查油质、保持良好,清洗油池。
(3) 检查拉杆、螺杆、导轨是否拉毛。
(4) 调整各部塞铁间隙。
(5)清洗检查油泵、轴承及各阀类元件。
冷却系统
(1) 清洗冷却液,无铁屑,无杂物。
(2) 管路畅通清洁,牢固。
(3) 根据情况调换冷却油。

 898995850
898995850




