
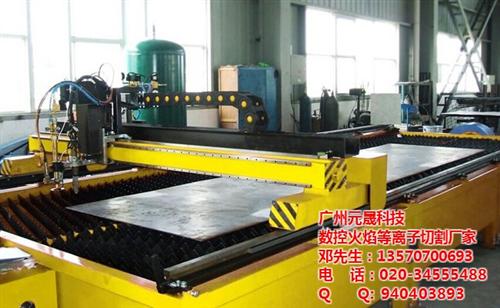
广州市元晟自动化科技有限公司成立于2010年,是一家专业生产,销售数控火焰切割机,数控火焰等离子切割机的厂家,数控火焰切割机包括,台式数控火焰切割机,龙门式数控火焰切割机,便携式数控火焰切割机,广东地区送货上门,欢迎咨询采购!

元晟科技:数控火焰切割机中厚板加工操作技巧
数控火焰切割机完成对中厚板的加工,在操作上尤其需要注意对切割速度、切割气体压力等方面的调节控制,此外在切割工艺设计环节,针对中厚板的切割起点安排也有一定的要求。

不同厚度的板材应该采用不同的切割速度、切割气体压力和不同的割嘴型号,板厚6-20mm的薄板由于受热易变性,在开始切割零件时不易从钢板边缘切入手,而应采用穿孔切割的方法使钢板边缘呈封闭状态,且割缝与钢板边缘最好保持一定的距离,这样可防止因热变性而引起的零件尺寸偏差问题。

对于20-100mm的板材,由于切割时不易发生变行且穿孔操作喷渣易堵塞割嘴,所以这种情况易从钢板边缘进行切入,厚板在进行数控自动气割时往往存在切割面垂直度不够的质量问题,这时主要是要保证割台的平整和切割板材的平整问题。
广州市元晟自动化科技有限公司是一家专研数控火焰切割机多年,产品性能服务都能得到新老客户的一致好评。服务网点遍布全国,竭力为客户进行长期的服务。你们的满意将是我们最多的动力。欢迎订购咨询。

火焰切割机的预热时间:从钢板边缘开始切割,或钻孔所需的预热时间,要根据燃气的类型,钢板的表面质量以及加热焰的调节来决定。开始切割前,操作人员首先检查切割程序,模拟运行切割轨迹,选择切割起点位置。确定割炬是从钢板边缘开始切割还是用穿孔方法开始。每个切割过程的一个完整的自动预热旋环开始按启动按钮,即开始执行NC切割指令。

火焰切割机的切割质量:高质量的氧切割应是切割波痕形式平整,波痕细微,几乎没有切割缺陷。氧切割的表面质量及允许值可用DIN2310规定进行检查。评价切割质量最简单的方法是用切割表面样板进行对比。或者用目测的方法,观测切割表面的粗糙度为Ra12.5。
广州市元晟自动化科技有限公司是一家从事火焰数控切割机的老品牌公司。采用最先进的排料软件,完全从用户角度出发,能在CAD中排料并自动生成切割命令,极大地方便了用户使用。高端产品精度高、普及产品价格优、软件智能化、操作维护傻瓜化是元晟科技致力于数控切割机产品的主要核心。客户买的放心,将是我们最好的安心。欢迎订购。
使用火焰切割机中的调节加热焰:
打开加热氧阀和燃气阀,点燃喷出得混合气体,调整好合适得加热焰,必须用弱加热焰来切割薄板,用较强的加热焰来切割厚钢板如果切割边缘开始溶化,有残余滴挂式形成一串溶化小球,那么加热太强了。切割时,加热焰太弱会噼啪咋响,这样会引起切口损坏,甚至回火,如果加热焰调节合适,切割焰喷流就显得干净锋利。价格实惠,买到也就是赚到。

 898995850
898995850




