


安顺槽钢弯曲机销售在隧道初期支护工程中,常需要加工工字钢拱架,而其中的必须设备是冷弯机。使用冷弯机现场制作工字钢拱架的加工工艺,推进现场加工工字钢拱架,提高了功效,降低了成本。
冷弯机是隧道支护钢拱架加工制作的新型设备,而冷弯成型机是已经可以直接应用到流水线生产的机器,功能一样 工字钢弯拱机,但是加工程度不一样。冷弯成型机有着各道次平均受力的原则,可以延长轧辊使用寿命。在生产中应该设计受力均衡,加工准,安装调整方便。而冷弯机 保证了材质的强度,提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。两者相比,都具有良好的工作性能,所以冷弯机和冷弯成型机是两种不同的液压机械。

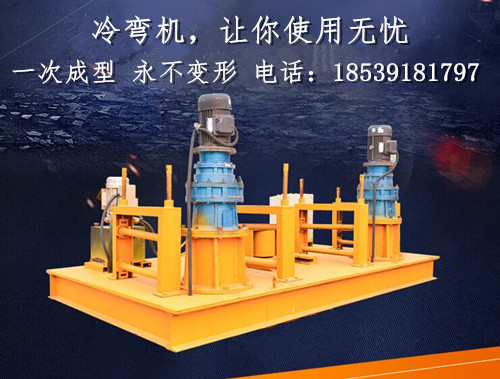
冷弯机(弯拱机实物图)
【冷弯机技术参数】
| 油缸推进速度 | 1-13mm/s |
| 最小弯曲半径 | 2m |
| 主动滚轮速度 | 7r/min |
| 液压系统压力 | 25mpa |
| 总电机功率 | 12kw |
| 整机重量 | 2380kg |
| 外形尺寸 | 2.5m*1.5m*1.2m |
【冷弯机弯曲效果展示】
安顺槽钢弯曲机销售除可弯曲工字钢外,还可适用于矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷 圆、变径、定角弯曲,一次成型,永不变形,弯曲效果如下:



设备弯曲效果展示
工字钢—I25, I22, I10-I18
H型钢—175H,200H,125H,150H
U型钢—25U,29U,36U
矿工钢—9#,11#
槽钢、轨道钢、圆管、方管等中大型钢材均可进行弯曲.
【操作注意事项】
冷弯机的扩径工艺技术:利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺.其具体工艺为四个阶段:1、初步整圆阶段:扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2、名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位。3、弹复补偿阶段:扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。4、保压稳定阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。 充分利用这种工艺,可使冷弯机在生产技术上取得巨大突破。
豫龙冷弯机设备可用于弯曲槽钢,H钢,U型钢,园钢,轨道钢等,设备类型半自动,全自动,液压型工字钢弯曲机。广泛应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架制造的理想设备。WGJ-250此型号冷弯机是全自动弯曲型钢产品。具有效率高、无需进行热加工,弯曲机力量大,结构强的优势。

豫龙冷弯机,让你使用无忧! 工字钢冷弯机的驱动轮轴承磨损会造成轴中心偏心,这种情况一般是轴下面一大轴承,因为一般冷弯机在安装下面一大轴承都没加上密封装置,铁皮末会跑到轴承里面去,吃掉润滑油,更有冷弯机还不设加油的油道及黄油嘴,基于这样冷弯机只能勤打扫,稍不注意轴承就有铁皮末,轴承磨损的很快。
 898995850
898995850





